Каталог Sumitomo фрезы со сменными пластинами - страница 91
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
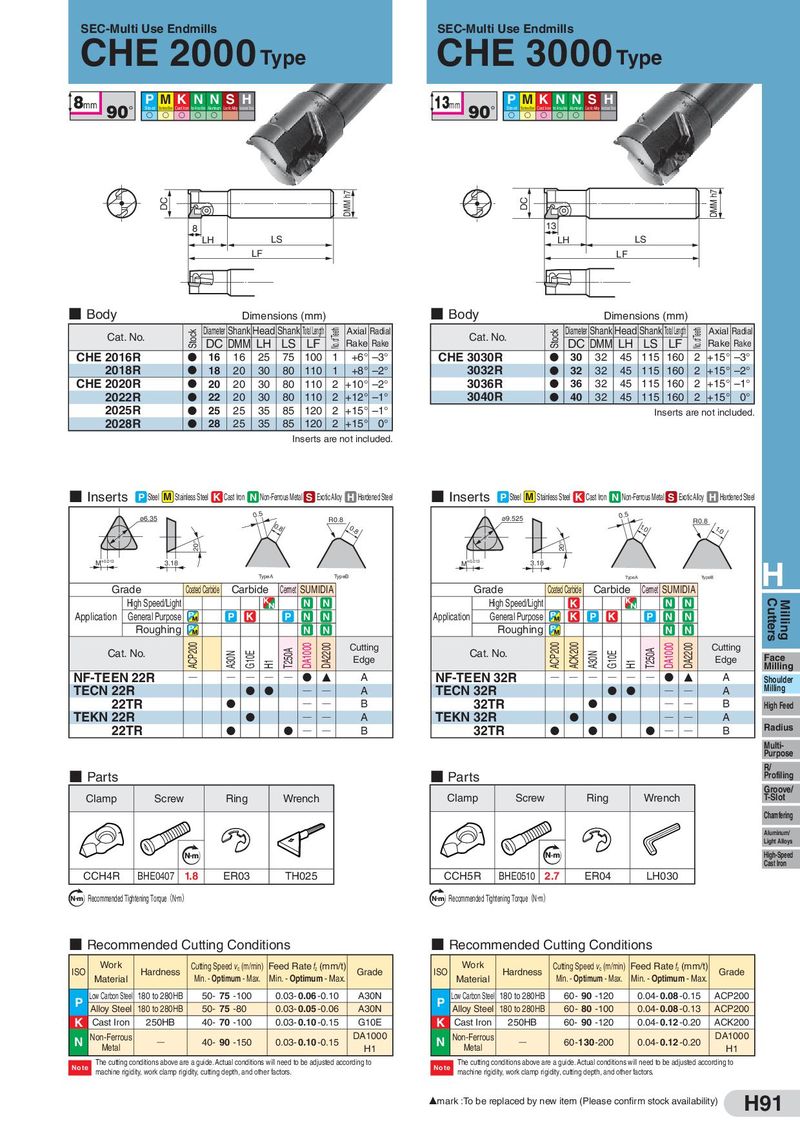
SEC-Multi Use Endmills SEC-Multi Use Endmills CHE 2000 Type CHE 3000 Type 8mm P MKN N SH 13mm P MKN N SH 90°Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel 90°Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel S S S S S S S S S S DC DMM h7 DC DMM h7 8 13 LH LS LH LS LF LF ■ Body Dimensions (mm) ■ Body Dimensions (mm) Cat. No. Stock Diameter Shank Head Shank Total Length No. of Teeth Axial Radial Cat. No. Stock Diameter Shank Head Shank Total Length No. of Teeth Axial Radial DC DMM LH LS LF Rake Rake DC DMM LH LS LF Rake Rake CHE 2016R D 16 16 25 75 100 1 +6° –3° CHE 3030R D 30 32 45 115 160 2 +15° –3° 2018R D 18 20 30 80 110 1 +8° –2° 3032R D 32 32 45 115 160 2 +15° –2° CHE 2020R D 20 20 30 80 110 2 +10° –2° 3036R D 36 32 45 115 160 2 +15° –1° 2022R D 22 20 30 80 110 2 +12° –1° 3040R D 40 32 45 115 160 2 +15° 0° 2025R D 25 25 35 85 120 2 +15° –1° Inserts are not included. 2028R D 28 25 35 85 120 2 +15° 0° Inserts are not included. ■ Inserts P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel ■ Inserts P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel ø6.35 0.5 R0.8 ø9.525 0.5 R0.8 0.8 0.8 1.0 1.0 20° 20° M±0.013 3.18 M±0.013 3.18 H TypeA TypeB TypeA TypeB Grade Coated Carbide Carbide Cermet SUMIDIA Grade Coated Carbide Carbide Cermet SUMIDIA High Speed/Light N N High Speed/Light K N N Cutters Milling Application General Purpose P K P N N Application General Purpose K P K P N N Roughing N N Roughing N N Cat. No. ACP200 A30N G10E T250A DA1000 DA2200 Cutting Cat. No. ACP200 ACK200 A30N G10E T250A DA1000 DA2200 Cutting H1 Edge H1 Edge Face Milling NF-TEEN 22R Q Q Q Q Q D F A NF-TEEN 32R Q Q Q Q Q Q D F A Shoulder TECN 22R D D Q Q A TECN 32R D D Q Q A Milling 22TR D Q Q B 32TR D Q Q B High Feed TEKN 22R D Q Q A TEKN 32R D D Q Q A 22TR D D Q Q B 32TR D D D Q Q B Radius Multi- Purpose ■ Parts ■ Parts R/ Profiling Groove/ Clamp Screw Ring Wrench Clamp Screw Ring Wrench T-Slot Chamfering Aluminum/ Light Alloys Nm Nm High-Speed Cast Iron CCH4R BHE0407 1.8 ER03 TH025 CCH5R BHE0510 2.7 ER04 LH030 N m Recommended Tightening Torque(N・m) N m Recommended Tightening Torque(N・m) ■ Recommended Cutting Conditions ■ Recommended Cutting Conditions ISO Work Hardness Cutting Speed vc (m/min) Feed Rate fz (mm/t) Grade ISO Work Hardness Cutting Speed vc (m/min) Feed Rate fz (mm/t) Grade Material Min. - Optimum - Max. Min. - Optimum - Max. Material Min. - Optimum - Max. Min. - Optimum - Max. P Low Carbon Steel 180 to 280HB 50- 75 -100 0.03- 0.06 -0.10 A30N P Low Carbon Steel 180 to 280HB 60- 90 -120 0.04- 0.08 -0.15 ACP200 Alloy Steel 180 to 280HB 50- 75 -80 0.03- 0.05 -0.06 A30N Alloy Steel 180 to 280HB 60- 80 -100 0.04- 0.08 -0.13 ACP200 K Cast Iron 250HB 40- 70 -100 0.03- 0.10 -0.15 G10E K Cast Iron 250HB 60- 90 -120 0.04- 0.12 -0.20 ACK200 N Non-Ferrous Q 40- 90 -150 0.03- 0.10 -0.15 DA1000 N Non-Ferrous Q 60- 130 -200 0.04- 0.12 -0.20 DA1000 Metal H1 Metal H1 Note The cutting conditions above are a guide. Actual conditions will need to be adjusted according to Note The cutting conditions above are a guide. Actual conditions will need to be adjusted according to machine rigidity, work clamp rigidity, cutting depth, and other factors. machine rigidity, work clamp rigidity, cutting depth, and other factors. Fmark :To be replaced by new item (Please confirm stock availability) H91