Каталог Sumitomo фрезы со сменными пластинами - страница 118
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
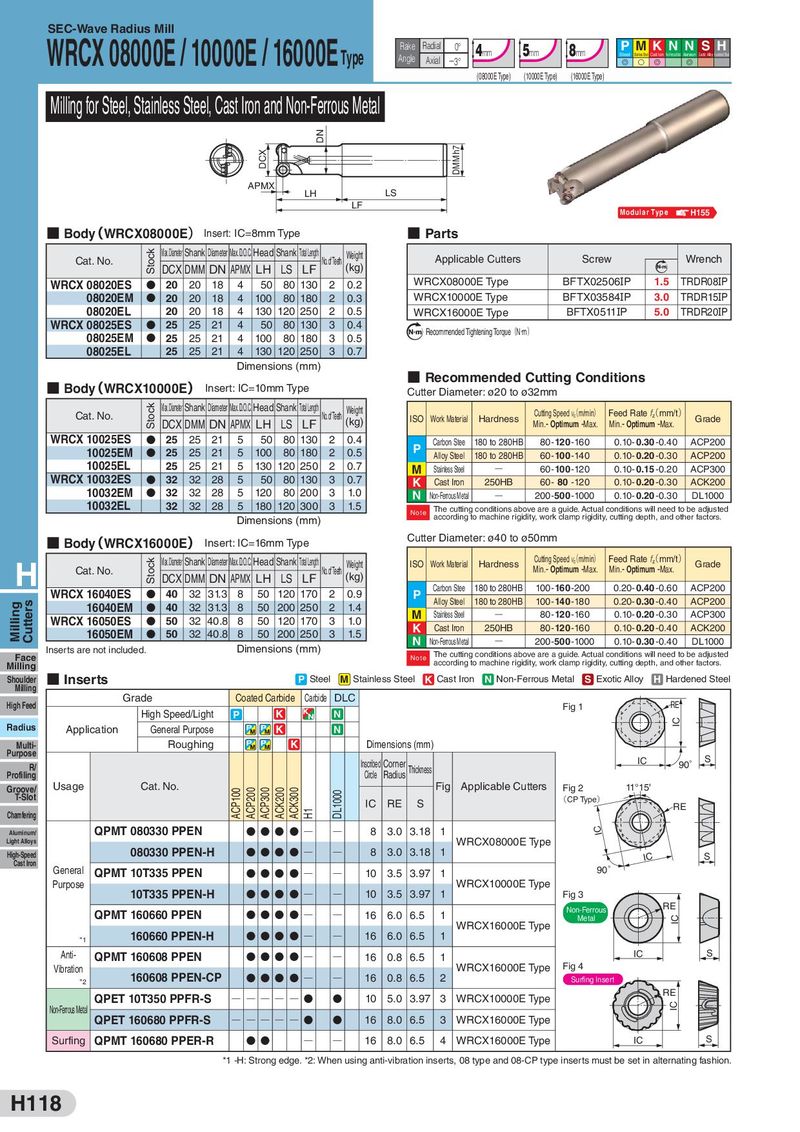
SEC-Wave Radius Mill WRCX 08000E / 10000E / 16000EType Rake Radial 0° 4mm 5mm 8mm P M K N N SH Angle Axial Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel −3° G S G G (08000E Type) (10000E Type) (16000E Type) Milling for Steel, Stainless Steel, Cast Iron and Non-Ferrous Metal DN DCX DMM h7 APMX LH LS LF Modular Type H155 ■ Body(WRCX08000E) Insert: IC=8mm Type ■ Parts Cat. No. Stock Max.Diameter Shank Diameter Max.D.O.C. Head Shank TotalLength No. of Teeth Weight Applicable Cutters Screw Wrench DCX DMM DN APMX LH LS LF (kg) Nm WRCX 08020ES D 20 20 18 4 50 80 130 2 0.2 WRCX08000E Type BFTX02506IP 1.5 TRDR08IP 08020EM D 20 20 18 4 100 80 180 2 0.3 WRCX10000E Type BFTX03584IP 3.0 TRDR15IP 08020EL 20 20 18 4 130 120 250 2 0.5 WRCX16000E Type BFTX0511IP 5.0 TRDR20IP WRCX 08025ES D 25 25 21 4 50 80 130 3 0.4 N m Recommended Tightening Torque(N・m) 08025EM D 25 25 21 4 100 80 180 3 0.5 08025EL 25 25 21 4 130 120 250 3 0.7 Dimensions (mm) ■ Body(WRCX10000E) Insert: IC=10mm Type ■ Recommended Cutting Conditions Cutter Diameter: ø20 to ø32mm Cat. No. Stock Max.Diameter Shank Diameter Max.D.O.C. Head Shank TotalLength No. of Teeth Weight Cutting Speed v(c m/min) Feed Rate f(z mm/t) DCX DMM DN APMX LH LS LF (kg) ISO Work Material Hardness Min.- Optimum -Max. Min.- Optimum -Max. Grade WRCX 10025ES D 25 25 21 5 50 80 130 2 0.4 P Carbon Stee 180 to 280HB 80- 120 -160 0.10- 0.30 -0.40 ACP200 10025EM D 25 25 21 5 100 80 180 2 0.5 Alloy Steel 180 to 280HB 60- 100 -140 0.10- 0.20 -0.30 ACP200 10025EL 25 25 21 5 130 120 250 2 0.7 M Stainless Steel Q 60- 100 -120 0.10- 0.15 -0.20 ACP300 WRCX 10032ES D 32 32 28 5 50 80 130 3 0.7 K Cast Iron 250HB 60- 80 -120 0.10- 0.20 -0.30 ACK200 10032EM D 32 32 28 5 120 80 200 3 1.0 N Non-Ferrous Metal Q 200-500-1000 0.10- 0.20 -0.30 DL1000 10032EL 32 32 28 5 180 120 300 3 1.5 Note The cutting conditions above are a guide. Actual conditions will need to be adjusted Dimensions (mm) according to machine rigidity, work clamp rigidity, cutting depth, and other factors. ■ Body(WRCX16000E) Insert: IC=16mm Type Cutter Diameter: ø40 to ø50mm H Stock Max.Diameter Shank Diameter Max.D.O.C. Head Shank TotalLength Weight ISO Work Material Hardness Cutting Speed v(c m/min) Feed Rate f(z mm/t) Grade Cat. No. DCX DMM DN APMX LH LS LF No. of Teeth (kg) Min.- Optimum -Max. Min.- Optimum -Max. WRCX 16040ES D 40 32 31.3 8 50 120 170 2 0.9 P Carbon Stee 180 to 280HB 100- 160 -200 0.20- 0.40 -0.60 ACP200 Milling Cutters 16040EM D 40 32 31.3 8 50 200 250 2 1.4 Alloy Steel 180 to 280HB 100- 140 -180 0.20- 0.30 -0.40 ACP200 WRCX 16050ES D 50 32 40.8 8 50 120 170 3 1.0 M Stainless Steel Q 80- 120 -160 0.10- 0.20 -0.30 ACP300 16050EM D 50 32 40.8 8 50 200 250 3 1.5 K Cast Iron 250HB 80- 120 -160 0.10- 0.20 -0.40 ACK200 Inserts are not included. Dimensions (mm) N Non-Ferrous Metal Q 200-500-1000 0.10- 0.30 -0.40 DL1000 Face Note The cutting conditions above are a guide. Actual conditions will need to be adjusted Milling according to machine rigidity, work clamp rigidity, cutting depth, and other factors. Shoulder ■ Inserts P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel Milling High Feed Grade Coated Carbide Carbide DLC Fig 1 RE High Speed/Light P K N IC Radius Application General Purpose K N Multi- Roughing K Dimensions (mm) Purpose IC S R/ Inscribed Corner 90° Thickness Profiling Circle Radius Groove/ Usage Cat. No. ACP100 ACP200 ACP300 ACK200 ACK300 DL1000 Fig Applicable Cutters Fig 2 11°15' T-Slot IC RE S (CP Type) Chamfering H1 RE Aluminum/ QPMT 080330 PPEN DDDD Q Q 8 3.0 3.18 1 IC Light Alloys WRCX08000E Type High-Speed 080330 PPEN-H DDDD Q Q 8 3.0 3.18 1 IC S Cast Iron General 90° QPMT 10T335 PPEN DDDD Q Q 10 3.5 3.97 1 Purpose WRCX10000E Type 10T335 PPEN-H DDDD Q Q 10 3.5 3.97 1 Fig 3 QPMT 160660 PPEN Non-Ferrous RE DDDD Q Q 16 6.0 6.5 1 Metal IC WRCX16000E Type *1 160660 PPEN-H DDDD Q Q 16 6.0 6.5 1 Anti- QPMT 160608 PPEN DDDD Q Q 16 0.8 6.5 1 IC S Vibration WRCX16000E Type Fig 4 *2 160608 PPEN-CP DDDD Q Q 16 0.8 6.5 2 Surfing Insert QPET 10T350 PPFR-S QQQQQ D D 10 5.0 3.97 3 WRCX10000E Type RE Non-Ferrous Metal IC QPET 160680 PPFR-S QQQQQ D D 16 8.0 6.5 3 WRCX16000E Type Surfing QPMT 160680 PPER-R DD Q Q 16 8.0 6.5 4 WRCX16000E Type IC S *1 -H: Strong edge. *2: When using anti-vibration inserts, 08 type and 08-CP type inserts must be set in alternating fashion. H118