Каталог Sumitomo фрезы со сменными пластинами - страница 13
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
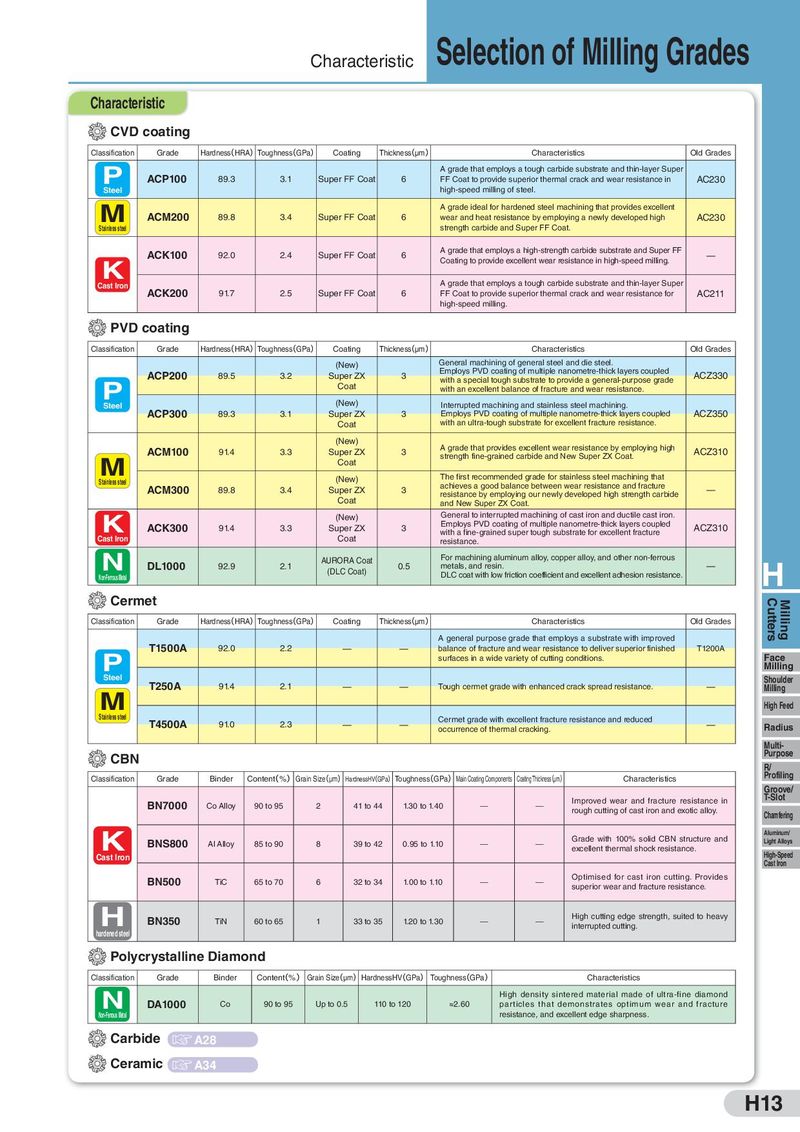
Characteristic Selection of Milling Grades Characteristic CVD coating Classification Grade Hardness(HRA)Toughnes(s GPa) Coating Thicknes(s μm) Characteristics Old Grades P A grade that employs a tough carbide substrate and thin-layer Super ACP100 89.3 3.1 Super FF Coat 6 FF Coat to provide superior thermal crack and wear resistance in AC230 Steel high-speed milling of steel. M A grade ideal for hardened steel machining that provides excellent ACM200 89.8 3.4 Super FF Coat 6 wear and heat resistance by employing a newly developed high AC230 Stainless steel strength carbide and Super FF Coat. ACK100 92.0 2.4 Super FF Coat 6 A grade that employs a high-strength carbide substrate and Super FF ̶ K Coating to provide excellent wear resistance in high-speed milling. Cast Iron A grade that employs a tough carbide substrate and thin-layer Super ACK200 91.7 2.5 Super FF Coat 6 FF Coat to provide superior thermal crack and wear resistance for AC211 high-speed milling. PVD coating Classification Grade Hardness(HRA)Toughnes(s GPa) Coating Thicknes(s μm) Characteristics Old Grades (New) General machining of general steel and die steel. ACP200 89.5 3.2 Super ZX 3 Employs PVD coating of multiple nanometre-thick layers coupled ACZ330 P Coat with a special tough substrate to provide a general-purpose grade with an excellent balance of fracture and wear resistance. Steel (New) Interrupted machining and stainless steel machining. ACP300 89.3 3.1 Super ZX 3 Employs PVD coating of multiple nanometre-thick layers coupled ACZ350 Coat with an ultra-tough substrate for excellent fracture resistance. (New) A grade that provides excellent wear resistance by employing high ACM100 91.4 3.3 Super ZX 3 strength fine-grained carbide and New Super ZX Coat. ACZ310 M Coat Stainless steel (New) The first recommended grade for stainless steel machining that ACM300 89.8 3.4 Super ZX 3 achieves a good balance between wear resistance and fracture ̶ Coat resistance by employing our newly developed high strength carbide and New Super ZX Coat. K (New) General to interrupted machining of cast iron and ductile cast iron. ACK300 91.4 3.3 Super ZX 3 Employs PVD coating of multiple nanometre-thick layers coupled ACZ310 Cast Iron Coat with a fine-grained super tough substrate for excellent fracture resistance. N AURORA Coat For machining aluminum alloy, copper alloy, and other non-ferrous DL1000 92.9 2.1 (DLC Coat) 0.5 metals, and resin. ̶ H Non-Ferrous Metal DLC coat with low friction coefficient and excellent adhesion resistance. Cermet Cutters Milling Classification Grade Hardness(HRA)Toughnes(s GPa) Coating Thicknes(s μm) Characteristics Old Grades A general purpose grade that employs a substrate with improved T1500A 92.0 2.2 ̶ ̶ balance of fracture and wear resistance to deliver superior finished T1200A P surfaces in a wide variety of cutting conditions. Face Milling Steel Shoulder T250A 91.4 2.1 ̶ ̶ Tough cermet grade with enhanced crack spread resistance. ̶ Milling M High Feed Stainless steel T4500A Cermet grade with excellent fracture resistance and reduced 91.0 2.3 ̶ ̶ occurrence of thermal cracking. ̶ Radius Multi- Purpose CBN R/ Profiling Classification Grade Binder Conten(t %) Grain Size(μm) HardnessHV(GPa) Toughnes(s GPa) Main Coating Components Coating Thicknes(s μm) Characteristics Groove/ T-Slot BN7000 Improved wear and fracture resistance in Co Alloy 90 to 95 2 41 to 44 1.30 to 1.40 ̶ ̶ rough cutting of cast iron and exotic alloy. Chamfering K Grade with 100% solid CBN structure and Aluminum/ BNS800 Al Alloy 85 to 90 8 39 to 42 0.95 to 1.10 ̶ ̶ Light Alloys excellent thermal shock resistance. High-Speed Cast Iron Cast Iron BN500 TiC 65 to 70 6 32 to 34 1.00 to 1.10 ̶ ̶ Optimised for cast iron cutting. Provides superior wear and fracture resistance. H BN350 TiN 60 to 65 1 33 to 35 1.20 to 1.30 ̶ ̶ High cutting edge strength, suited to heavy hardened steel interrupted cutting. Polycrystalline Diamond Classification Grade Binder Conten(t %) Grain Size(μm) HardnessHV(GPa) Toughnes(s GPa) Characteristics N High density sintered material made of ultra-fine diamond DA1000 Co 90 to 95 Up to 0.5 110 to 120 ≈2.60 particles that demonstrates optimum wear and fracture Non-Ferrous Metal resistance, and excellent edge sharpness. Carbide A28 Ceramic A34 H13