Каталог Sumitomo фрезы со сменными пластинами - страница 137
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
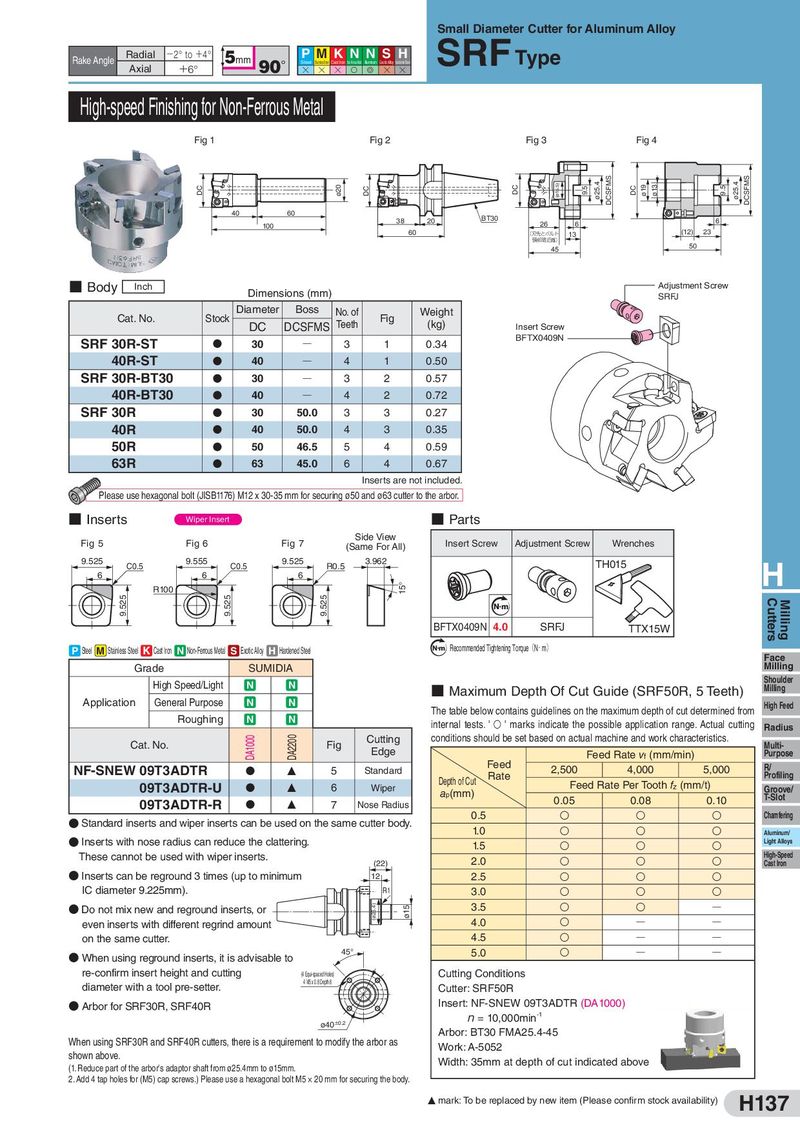
Small Diameter Cutter for Aluminum Alloy Rake Angle Radial −2° to +4° 5mm 90° P MKN N SH SRF Type Axial Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel +6° H H H S G H H High-speed Finishing for Non-Ferrous Metal Fig 1 Fig 2 Fig 3 Fig 4 DC ø20 DC DC (ø15.5) 9.5 ø25.4 DCSFMS DC ø19 ø13 9.5 ø25.4 DCSFMS 40 60 BT30 100 38 20 26 6 6 60 (刃先とボルト 13 (12) 23 頭部間距離) 45 50 ■ Body Inch Dimensions (mm) Adjustment Screw SRFJ Cat. No. Stock Diameter Boss No. of Fig Weight DC DCSFMS Teeth (kg) Insert Screw SRF 30R-ST D 30 Q 3 1 0.34 BFTX0409N 40R-ST D 40 Q 4 1 0.50 SRF 30R-BT30 D 30 Q 3 2 0.57 40R-BT30 D 40 Q 4 2 0.72 SRF 30R D 30 50.0 3 3 0.27 40R D 40 50.0 4 3 0.35 50R D 50 46.5 5 4 0.59 63R D 63 45.0 6 4 0.67 Inserts are not included. Please use hexagonal bolt (JISB1176) M12 x 30-35 mm for securing ø50 and ø63 cutter to the arbor. ■ Inserts Wiper Insert ■ Parts Fig 5 Fig 6 Fig 7 Side View Insert Screw Adjustment Screw Wrenches (Same For All) 9.525 C0.5 9.555 C0.5 9.525 R0.5 3.962 TH015 H 6 6 6 R100 15° 9.525 9.525 9.525 Nm Cutters Milling BFTX0409N 4.0 SRFJ TTX15W P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel N m Recommended Tightening Torque(N・m) Face Milling Grade SUMIDIA High Speed/Light N N Shoulder Milling ■ Maximum Depth Of Cut Guide (SRF50R, 5 Teeth) Application General Purpose N N The table below contains guidelines on the maximum depth of cut determined from High Feed Roughing N N internal tests. ' S ' marks indicate the possible application range. Actual cutting Radius Cat. No. DA1000 DA2200 Fig Cutting conditions should be set based on actual machine and work characteristics. Multi- Edge Feed Rate vf (mm/min) Purpose NF-SNEW 09T3ADTR D F 5 Standard Feed 2,500 4,000 5,000 R/ Depth of Cut Rate Profiling 09T3ADTR-U D F 6 Wiper ap(mm) Feed Rate Per Tooth fz (mm/t) Groove/ 09T3ADTR-R D F 7 Nose Radius 0.05 0.08 0.10 T-Slot ● Standard inserts and wiper inserts can be used on the same cutter body. 0.5 S S S Chamfering 1.0 S S S Aluminum/ ● Inserts with nose radius can reduce the clattering. 1.5 S S S Light Alloys These cannot be used with wiper inserts. 2.0 S S S High-Speed (22) Cast Iron ● Inserts can be reground 3 times (up to minimum 12 2.5 S S S IC diameter 9.225mm). R1 3.0 S S S ● Do not mix new and reground inserts, or (ø25.4) ø15 3.5 S S Q even inserts with different regrind amount 4.0 S Q Q on the same cutter. 4.5 S Q Q ● When using reground inserts, it is advisable to 45° 5.0 S Q Q re-confirm insert height and cutting (4 Equi-spaced Holes) Cutting Conditions diameter with a tool pre-setter. 4 M5 x 0.8 Depth 8 Cutter: SRF50R ● Arbor for SRF30R, SRF40R Insert: NF-SNEW 09T3ADTR (DA1000) ø40±0.2 = 10,000min-1 When using SRF30R and SRF40R cutters, there is a requirement to modify the arbor as Arbor: BT30 FMA25.4-45 shown above. Work: A-5052 (1. Reduce part of the arbor's adaptor shaft from ø25.4mm to ø15mm. Width: 35mm at depth of cut indicated above 2. Add 4 tap holes for (M5) cap screws.) Please use a hexagonal bolt M5 × 20 mm for securing the body. F mark: To be replaced by new item (Please confirm stock availability) H137