Каталог Sumitomo фрезы со сменными пластинами - страница 122
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
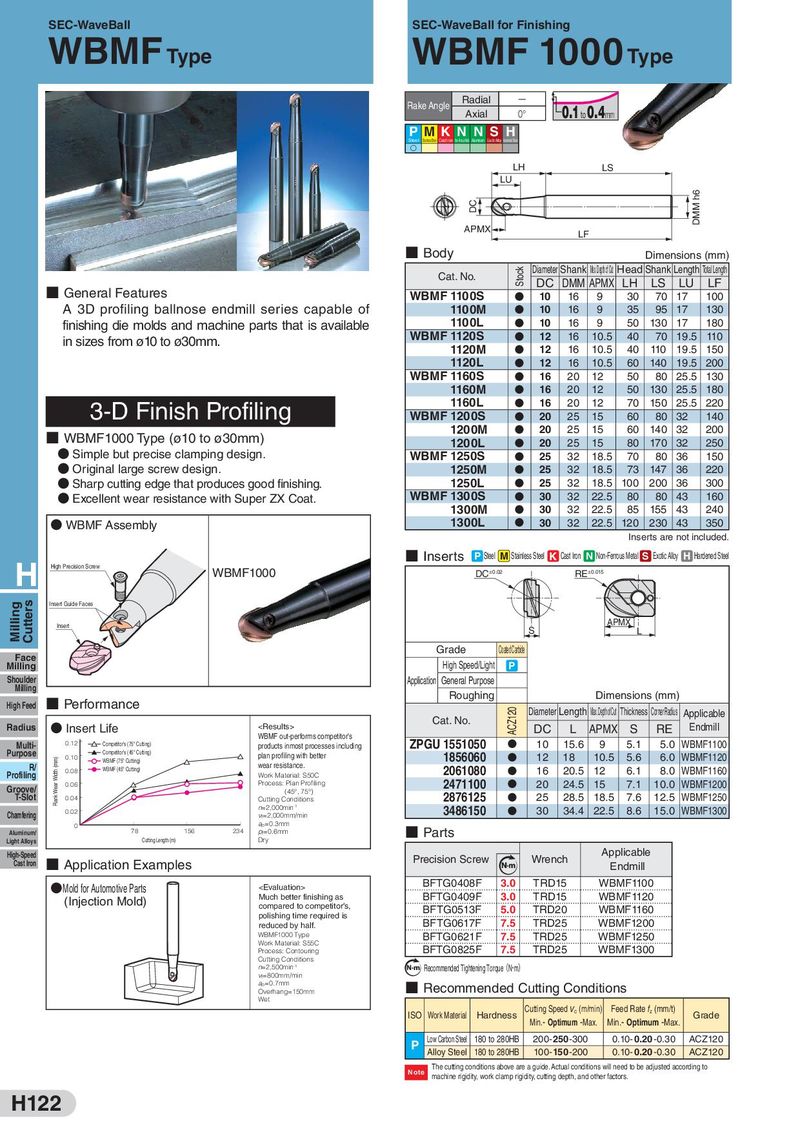
SEC-WaveBall SEC-WaveBall for Finishing
WBMF Type WBMF 1000 Type
Rake Angle Radial ー
Axial 0° 0.1 to 0.4mm
P MK N N SH
Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel
S
LH LS
LU
DC DMM h6
APMX LF
■ Body Dimensions (mm)
Cat. No. Stock Diameter Shank Max.DepthofCut Head Shank Length Total Length
■ General Features DC DMM APMX LH LS LU LF
WBMF 1100S D 10 16 9 30 70 17 100
A 3D profiling ballnose endmill series capable of 1100M D 10 16 9 35 95 17 130
finishing die molds and machine parts that is available 1100L D 10 16 9 50 130 17 180
in sizes from ø10 to ø30mm. WBMF 1120S D 12 16 10.5 40 70 19.5 110
1120M D 12 16 10.5 40 110 19.5 150
1120L D 12 16 10.5 60 140 19.5 200
WBMF 1160S D 16 20 12 50 80 25.5 130
1160M D 16 20 12 50 130 25.5 180
3-D Finish Profiling 1160L D 16 20 12 70 150 25.5 220
WBMF 1200S D 20 25 15 60 80 32 140
■ WBMF1000 Type (ø10 to ø30mm) 1200M D 20 25 15 60 140 32 200
1200L D 20 25 15 80 170 32 250
● Simple but precise clamping design. WBMF 1250S D 25 32 18.5 70 80 36 150
● Original large screw design. 1250M D 25 32 18.5 73 147 36 220
● Sharp cutting edge that produces good finishing. 1250L D 25 32 18.5 100 200 36 300
● Excellent wear resistance with Super ZX Coat. WBMF 1300S D 30 32 22.5 80 80 43 160
1300M D 30 32 22.5 85 155 43 240
● WBMF Assembly 1300L D 30 32 22.5 120 230 43 350
Inserts are not included.
■ Inserts P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel
H High Precision Screw WBMF1000 DC±0.02
RE±0.015
Milling Cutters Insert Guide Faces
Insert S APMX
L
Face Grade Coated Carbide
Milling High Speed/Light P
Shoulder Application General Purpose
Milling
Roughing Dimensions (mm)
■ Performance
High Feed ACZ120 Diameter Length Max.DepthofCut Thickness Corner Radius Applicable
Radius ● Insert Life