Каталог Sumitomo фрезы со сменными пластинами - страница 120
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
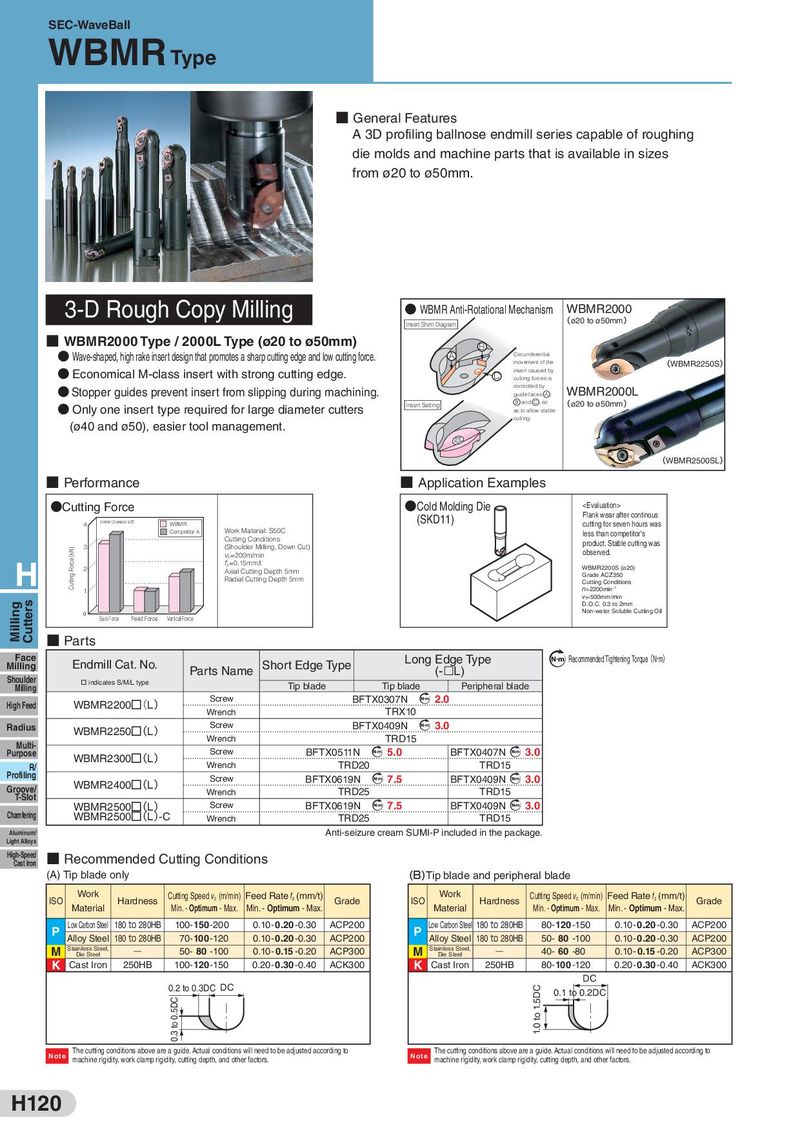
SEC-WaveBall
WBMR Type
■ General Features
A 3D profiling ballnose endmill series capable of roughing
die molds and machine parts that is available in sizes
from ø20 to ø50mm.
3-D Rough Copy Milling ● WBMR Anti-Rotational Mechanism WBMR2000
Insert Shim Diagram (ø20 to ø50mm)
■ WBMR2000 Type / 2000L Type (ø20 to ø50mm) B
● Wave-shaped, high rake insert design that promotes a sharp cutting edge and low cutting force. A Circumferential
movement of the (WBMR2250S)
● Economical M-class insert with strong cutting edge. C insert caused by
cutting forces is
● Stopper guides prevent insert from slipping during machining. controlled by WBMR2000L
guide faces A,
● Only one insert type required for large diameter cutters Insert Setting B and C , so (ø20 to ø50mm)
as to allow stable
cutting
(ø40 and ø50), easier tool management.
(WBMR2500SL)
■ Performance ■ Application Examples
●Cutting Force ●Cold Molding Die