Каталог Sumitomo фрезы со сменными пластинами - страница 64
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
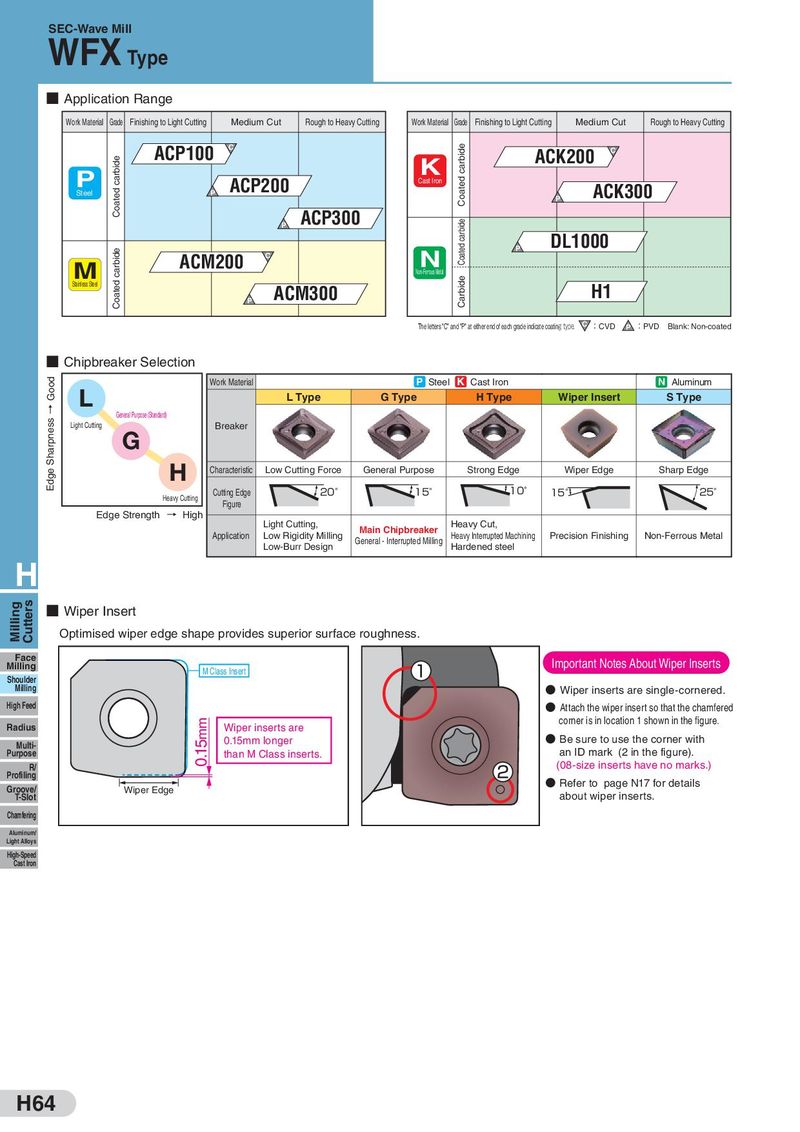
SEC-Wave Mill WFX Type ■ Application Range Work Material Grade Finishing to Light Cutting Medium Cut Rough to Heavy Cutting Work Material Grade Finishing to Light Cutting Medium Cut Rough to Heavy Cutting ACP100 C Coated carbide ACK200 C P Coated carbide ACP200 K Cast Iron ACK300 Steel P P P ACP300 Coated carbide Coated carbide N P DL1000 ACM200 C M Non-Ferrous Metal Carbide Stainless Steel ACM300 H1 P The letters "C" and "P" at either end of each grade indicate coating type. C :CVD P :PVD Blank: Non-coated ■ Chipbreaker Selection Good Work Material P Steel K Cast Iron N Aluminum L L Type G Type H Type Wiper Insert S Type ↑ General Purpose (Standard) Edge Sharpness Light Cutting Breaker G H Characteristic Low Cutting Force General Purpose Strong Edge Wiper Edge Sharp Edge Heavy Cutting Cutting Edge 20° 15° 10° 15° 25° Figure Edge Strength → High Light Cutting, Main Chipbreaker Heavy Cut, Application Low Rigidity Milling General - Interrupted Milling Heavy Interrupted Machining Precision Finishing Non-Ferrous Metal Low-Burr Design Hardened steel H Milling Cutters ■ Wiper Insert Optimised wiper edge shape provides superior surface roughness. Face Important Notes About Wiper Inserts Milling M Class Insert Shoulder Milling ● Wiper inserts are single-cornered. High Feed ● Attach the wiper insert so that the chamfered Radius 0.15mm Wiper inserts are corner is in location 1 shown in the figure. Multi- 0.15mm longer ● Be sure to use the corner with Purpose than M Class inserts. an ID mark (2 in the figure). R/ (08-size inserts have no marks.) Profiling ● Refer to page N17 for details Groove/ Wiper Edge about wiper inserts. T-Slot Chamfering Aluminum/ Light Alloys High-Speed Cast Iron H64