Каталог Sumitomo сверла и развертки - страница 91
Навигация
 Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Техническая информация Sumitomo
Техническая информация Sumitomo- J001
- J1-001
- J1-002
- J1-003
- J1-004
- J1-005
- J1-006
- J1-007
- J1-008
- J1-009
- J1-010
- J1-011
- J1-012
- J1-013
- J1-014
- J1-015
- J1-016
- J1-017
- J1-018
- J1-019
- J1-020
- J1-021
- J1-022
- J002
- J003
- J004
- J005
- J006
- J007
- J008
- J009
- J010
- J011
- J012
- J013
- J014
- J015
- J016
- J017
- J018
- J019
- J020
- J021
- J022
- J023
- J024
- J025
- J026
- J027
- J028
- J029
- J030
- J031
- J032
- J033
- J034
- J035
- J036
- J037
- J038
- J039
- J040
- J041
- J042
- J043
- J044
- J045
- J046
- J047
- J048
- J049
- J050
- J051
- J052
- J053
- J054
- J055
- J056
- J057
- J058
- J059
- J060
- J061
- J062
- J063
- J064
- J065
- J066
- J067
- J068
- J069
- J070
- J071
- J072
- J073
- J074
- J075
- J076
- J077
- J078
- J079
- J080
- J081
- J082
- J083
- J084
- J085
- J086
- J087
- J088
- J089
- J090
- J091
- J092
- J093
- J094
- J095
- J096
- J097
- J098
- J099
- J100
- J101
- J102
- J103
- J104
- J105
- J106
- J107
- J108
- J109
- J110
- J111
- J112
- J113
- J114
- J115
- J116
- J117
- J118
- J119
- J120
- J121
- J122
- J123
- J124
- J125
- J126
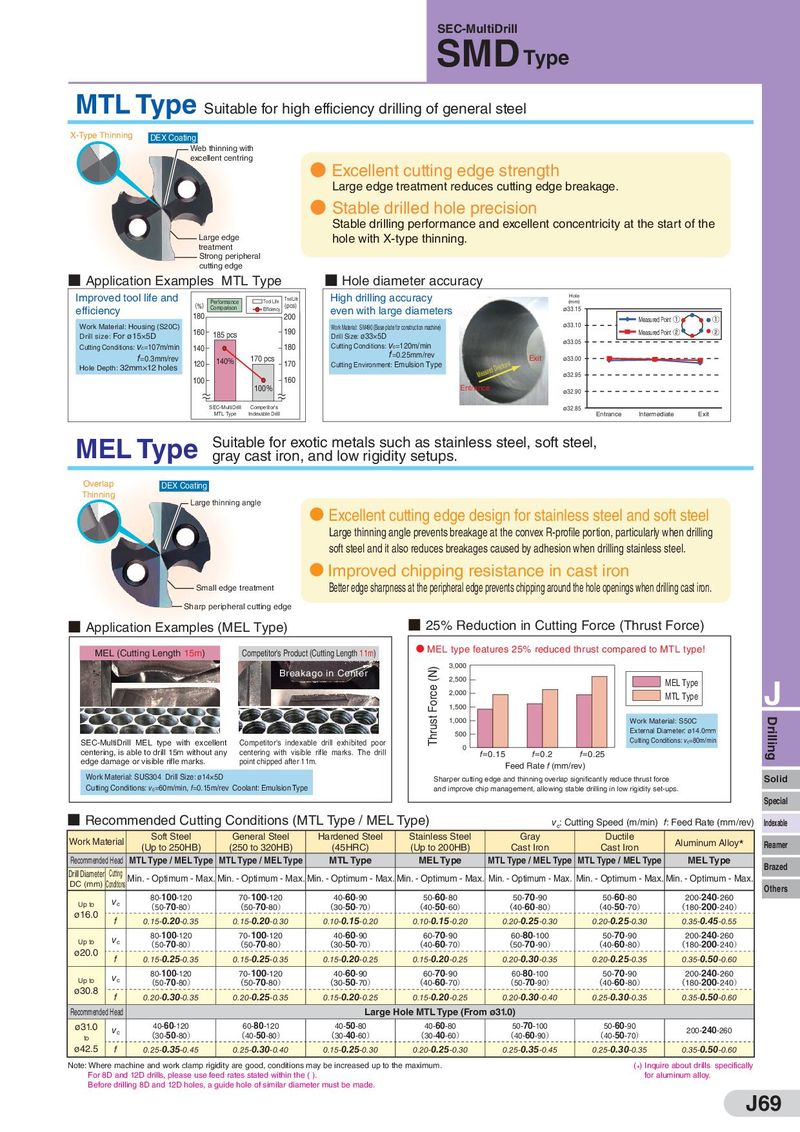
SEC-MultiDrill SMD Type MTL Type Suitable for high efficiency drilling of general steel X-Type Thinning DEX Coating Web thinning with excellent centring ● Excellent cutting edge strength Large edge treatment reduces cutting edge breakage. ● Stable drilled hole precision Stable drilling performance and excellent concentricity at the start of the Large edge hole with X-type thinning. treatment Strong peripheral cutting edge ■ Application Examples MTL Type ■ Hole diameter accuracy Improved tool life and Tool Life High drilling accuracy Hole Performance Tool Life (pcs) (mm) (%) Comparison efficiency Efficiency even with large diameters ø33.15 180 200 Measured Point ① ① Work Material: Housing (S20C) 160 190 Work Material: SM490 (Base plate for construction machine) ø33.10 Drill size: For ø15×5D 185 pcs Drill Size: ø33×5D Measured Point ② ② Cutting Conditions: vc=107m/min 140 180 Cutting Conditions: vc=120m/min ø33.05 f=0.3mm/rev 140% 170 pcs f=0.25mm/rev Exit ø33.00 Hole Depth: 32mm×12 holes 120 170 Cutting Environment: Emulsion Type Measured Directions 100 160 ø32.95 〜〜 100 % 〜〜 Entrance ø32.90 SEC-MultiDrill Competitor's ø32.85 MTL Type Indexable Drill Entrance Intermediate Exit MEL Type Suitable for exotic metals such as stainless steel, soft steel, gray cast iron, and low rigidity setups. Overlap DEX Coating Thinning Large thinning angle D Excellent cutting edge design for stainless steel and soft steel Large thinning angle prevents breakage at the convex R-profile portion, particularly when drilling soft steel and it also reduces breakages caused by adhesion when drilling stainless steel. D Improved chipping resistance in cast iron Small edge treatment Better edge sharpness at the peripheral edge prevents chipping around the hole openings when drilling cast iron. Sharp peripheral cutting edge ■ Application Examples (MEL Type) ■ 25% Reduction in Cutting Force (Thrust Force) MEL (Cutting Length 15m) Competitor's Product (Cutting Length 11m) D MEL type features 25% reduced thrust compared to MTL type! Thrust Force (N) 3,000 Breakago in Center 2,500 MEL Type J 2,000 MTL Type 1,500 1,000 Work Material: S50C Drilling 500 External Diameter: ø14.0mm SEC-MultiDrill MEL type with excellent Competitor's indexable drill exhibited poor Cutting Conditions: vc=80m/min centering, is able to drill 15m without any centering with visible rifle marks. The drill 0 f=0.15 f=0.2 f=0.25 edge damage or visible rifle marks. point chipped after 11m. Feed Rate f (mm/rev) Work Material: SUS304 Drill Size: ø14×5D Sharper cutting edge and thinning overlap significantly reduce thrust force Solid Cutting Conditions: vc=60m/min, f=0.15m/rev Coolant: Emulsion Type and improve chip management, allowing stable drilling in low rigidity set-ups. Special ■ Recommended Cutting Conditions (MTL Type / MEL Type) vc: Cutting Speed (m/min) f: Feed Rate (mm/rev) Indexable Work Material Soft Steel General Steel Hardened Steel Stainless Steel Gray Ductile Aluminum Alloy* (Up to 250HB) (250 to 320HB) (45HRC) (Up to 200HB) Cast Iron Cast Iron Reamer Recommended Head MTL Type / MEL Type MTL Type / MEL Type MTL Type MEL Type MTL Type / MEL Type MTL Type / MEL Type MEL Type Brazed Drill Diameter Cutting Min. - Optimum - Max. Min. - Optimum - Max. Min. - Optimum - Max. Min. - Optimum - Max. Min. - Optimum - Max. Min. - Optimum - Max. Min. - Optimum - Max. DC (mm) Conditions Others Up to vc 80-100-120 70-100-120 40-60-90 50-60-80 50-70-90 50-60-80 200-240-260 ø16.0 (50-70-80) (50-70-80) (30-50-70) (40-50-60) (40-60-80) (40-50-70) (180-200-240) f 0.15-0.20-0.35 0.15-0.20-0.30 0.10-0.15-0.20 0.10-0.15-0.20 0.20-0.25-0.30 0.20-0.25-0.30 0.35-0.45-0.55 Up to vc 80-100-120 70-100-120 40-60-90 60-70-90 60-80-100 50-70-90 200-240-260 ø20.0 (50-70-80) (50-70-80) (30-50-70) (40-60-70) (50-70-90) (40-60-80) (180-200-240) f 0.15-0.25-0.35 0.15-0.25-0.35 0.15-0.20-0.25 0.15-0.20-0.25 0.20-0.30-0.35 0.20-0.25-0.35 0.35-0.50-0.60 Up to vc 80-100-120 70-100-120 40-60-90 60-70-90 60-80-100 50-70-90 200-240-260 ø30.8 (50-70-80) (50-70-80) (30-50-70) (40-60-70) (50-70-90) (40-60-80) (180-200-240) f 0.20-0.30-0.35 0.20-0.25-0.35 0.15-0.20-0.25 0.15-0.20-0.25 0.20-0.30-0.40 0.25-0.30-0.35 0.35-0.50-0.60 Recommended Head Large Hole MTL Type (From ø31.0) ø31.0 vc 40-60-120 60-80-120 40-50-80 40-60-80 50-70-100 50-60-90 200-240-260 to (30-50-80) (40-50-80) (30-40-60) (30-40-60) (40-60-90) (40-50-70) ø42.5 f 0.25-0.35-0.45 0.25-0.30-0.40 0.15-0.25-0.30 0.20-0.25-0.30 0.25-0.35-0.45 0.25-0.30-0.35 0.35-0.50-0.60 Note: Where machine and work clamp rigidity are good, conditions may be increased up to the maximum. (*) Inquire about drills specifically For 8D and 12D drills, please use feed rates stated within the ( ). for aluminum alloy. Before drilling 8D and 12D holes, a guide hole of similar diameter must be made. J69