Каталог Sumitomo сверла и развертки - страница 57
Навигация
 Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Техническая информация Sumitomo
Техническая информация Sumitomo- J001
- J1-001
- J1-002
- J1-003
- J1-004
- J1-005
- J1-006
- J1-007
- J1-008
- J1-009
- J1-010
- J1-011
- J1-012
- J1-013
- J1-014
- J1-015
- J1-016
- J1-017
- J1-018
- J1-019
- J1-020
- J1-021
- J1-022
- J002
- J003
- J004
- J005
- J006
- J007
- J008
- J009
- J010
- J011
- J012
- J013
- J014
- J015
- J016
- J017
- J018
- J019
- J020
- J021
- J022
- J023
- J024
- J025
- J026
- J027
- J028
- J029
- J030
- J031
- J032
- J033
- J034
- J035
- J036
- J037
- J038
- J039
- J040
- J041
- J042
- J043
- J044
- J045
- J046
- J047
- J048
- J049
- J050
- J051
- J052
- J053
- J054
- J055
- J056
- J057
- J058
- J059
- J060
- J061
- J062
- J063
- J064
- J065
- J066
- J067
- J068
- J069
- J070
- J071
- J072
- J073
- J074
- J075
- J076
- J077
- J078
- J079
- J080
- J081
- J082
- J083
- J084
- J085
- J086
- J087
- J088
- J089
- J090
- J091
- J092
- J093
- J094
- J095
- J096
- J097
- J098
- J099
- J100
- J101
- J102
- J103
- J104
- J105
- J106
- J107
- J108
- J109
- J110
- J111
- J112
- J113
- J114
- J115
- J116
- J117
- J118
- J119
- J120
- J121
- J122
- J123
- J124
- J125
- J126
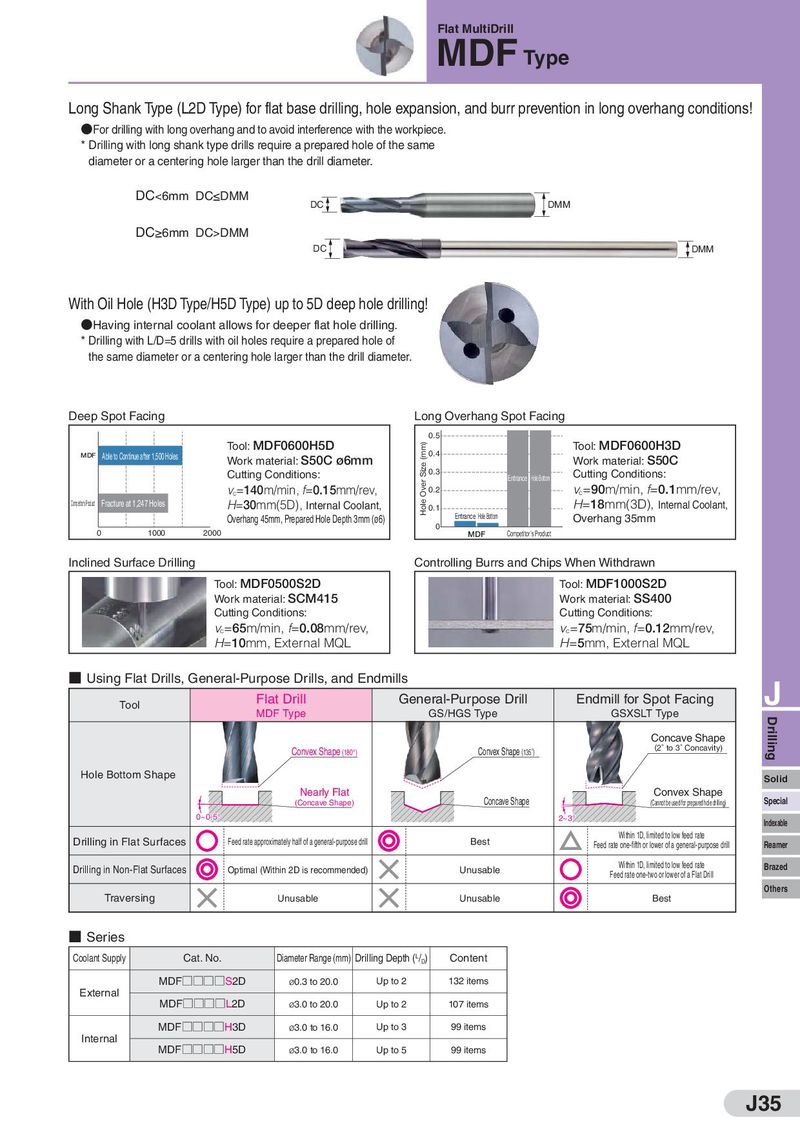
Flat MultiDrill MDF Type Long Shank Type (L2D Type) for flat base drilling, hole expansion, and burr prevention in long overhang conditions! ●For drilling with long overhang and to avoid interference with the workpiece. * Drilling with long shank type drills require a prepared hole of the same diameter or a centering hole larger than the drill diameter. DC<6mm DC≤DMM DC DMM DC≥6mm DC>DMM DC DMM With Oil Hole (H3D Type/H5D Type) up to 5D deep hole drilling! ●Having internal coolant allows for deeper flat hole drilling. * Drilling with L/D=5 drills with oil holes require a prepared hole of the same diameter or a centering hole larger than the drill diameter. Deep Spot Facing Long Overhang Spot Facing 0.5 Tool: MDF0600H5D Hole Over Size (mm) 0.4 Tool: MDF0600H3D MDF Able to Continue after 1,500 Holes Work material: S50C ø6mm Work material: S50C Cutting Conditions: 0.3 Entrance Hole Bottom Cutting Conditions: vc=140m/min, f=0.15mm/rev, 0.2 vc=90m/min, f=0.1mm/rev, Competitor's Product Fracture at 1,247 Holes H=30mm(5D), Internal Coolant, 0.1 H=18mm(3D), Internal Coolant, Overhang 45mm, Prepared Hole Depth 3mm (ø6) Entrance Hole Bottom Overhang 35mm 0 1000 2000 0 MDF Competitor's Product Inclined Surface Drilling Controlling Burrs and Chips When Withdrawn Tool: MDF0500S2D Tool: MDF1000S2D Work material: SCM415 Work material: SS400 Cutting Conditions: Cutting Conditions: vc=65m/min, f=0.08mm/rev, vc=75m/min, f=0.12mm/rev, H=10mm, External MQL H=5mm, External MQL ■ Using Flat Drills, General-Purpose Drills, and Endmills J Tool Flat Drill General-Purpose Drill Endmill for Spot Facing MDF Type GS/HGS Type GSXSLT Type Drilling Concave Shape Convex Shape (180°) Convex Shape (135°) (2°to 3°Concavity) Hole Bottom Shape Solid Nearly Flat Concave Shape Convex Shape Special (Concave Shape) (Cannot be used for prepared hole drilling) 0~0.5° 2~3° Indexable Drilling in Flat Surfaces Feed rate approximately half of a general-purpose drill Best Within 1D, limited to low feed rate Feed rate one-fifth or lower of a general-purpose drill Reamer Drilling in Non-Flat Surfaces Optimal (Within 2D is recommended) Unusable Within 1D, limited to low feed rate Brazed Feed rate one-two or lower of a Flat Drill Others Traversing Unusable Unusable Best ■ Series Coolant Supply Cat. No. Diameter Range (mm) Drilling Depth (L/D) Content MDF□□□□S2D ø0.3 to 20.0 Up to 2 132 items External MDF□□□□L2D ø3.0 to 20.0 Up to 2 107 items MDF□□□□H3D ø3.0 to 16.0 Up to 3 99 items Internal MDF□□□□H5D ø3.0 to 16.0 Up to 5 99 items J35