Каталог Sumitomo сверла и развертки - страница 78
Навигация
 Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Техническая информация Sumitomo
Техническая информация Sumitomo- J001
- J1-001
- J1-002
- J1-003
- J1-004
- J1-005
- J1-006
- J1-007
- J1-008
- J1-009
- J1-010
- J1-011
- J1-012
- J1-013
- J1-014
- J1-015
- J1-016
- J1-017
- J1-018
- J1-019
- J1-020
- J1-021
- J1-022
- J002
- J003
- J004
- J005
- J006
- J007
- J008
- J009
- J010
- J011
- J012
- J013
- J014
- J015
- J016
- J017
- J018
- J019
- J020
- J021
- J022
- J023
- J024
- J025
- J026
- J027
- J028
- J029
- J030
- J031
- J032
- J033
- J034
- J035
- J036
- J037
- J038
- J039
- J040
- J041
- J042
- J043
- J044
- J045
- J046
- J047
- J048
- J049
- J050
- J051
- J052
- J053
- J054
- J055
- J056
- J057
- J058
- J059
- J060
- J061
- J062
- J063
- J064
- J065
- J066
- J067
- J068
- J069
- J070
- J071
- J072
- J073
- J074
- J075
- J076
- J077
- J078
- J079
- J080
- J081
- J082
- J083
- J084
- J085
- J086
- J087
- J088
- J089
- J090
- J091
- J092
- J093
- J094
- J095
- J096
- J097
- J098
- J099
- J100
- J101
- J102
- J103
- J104
- J105
- J106
- J107
- J108
- J109
- J110
- J111
- J112
- J113
- J114
- J115
- J116
- J117
- J118
- J119
- J120
- J121
- J122
- J123
- J124
- J125
- J126
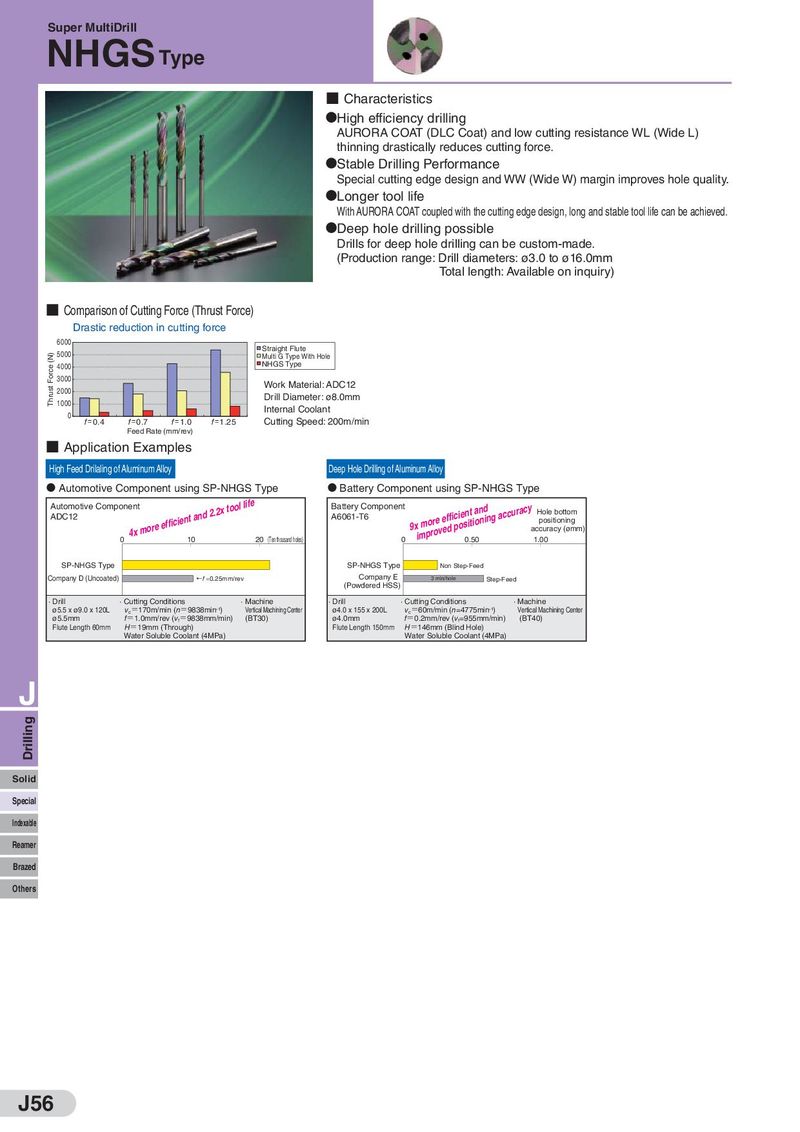
Super MultiDrill NHGS Type ■ Characteristics DHigh efficiency drilling AURORA COAT (DLC Coat) and low cutting resistance WL (Wide L) thinning drastically reduces cutting force. DStable Drilling Performance Special cutting edge design and WW (Wide W) margin improves hole quality. DLonger tool life With AURORA COAT coupled with the cutting edge design, long and stable tool life can be achieved. DDeep hole drilling possible Drills for deep hole drilling can be custom-made. (Production range: Drill diameters: ø3.0 to ø16.0mm Total length: Available on inquiry) ■ Comparison of Cutting Force (Thrust Force) Drastic reduction in cutting force 6000 Straight Flute Thrust Force (N) 5000 Multi G Type With Hole 4000 NHGS Type 3000 Work Material: ADC12 2000 Drill Diameter: ø8.0mm 1000 Internal Coolant 0 f = 0.4 f = 0.7 f = 1.0 f = 1.25 Cutting Speed: 200m/min Feed Rate (mm/rev) ■ Application Examples High Feed Drilaling of Aluminum Alloy Deep Hole Drilling of Aluminum Alloy D Automotive Component using SP-NHGS Type D Battery Component using SP-NHGS Type Automotive Component 2.2x tool life Battery Component 9ximmporroeveefdficpioes0ni.tt5iao0nnding accuracy Hole bottom ADC12 efficient and A6061-T6 positioning 4x more accuracy (ømm) 0 10 20 (Ten thousand holes) 0 1.00 SP-NHGS Type SP-NHGS Type Non Step-Feed Company D (Uncoated) ←f =0.25mm/rev Company E 3 min/hole Step-Feed (Powdered HSS) · Drill · Cutting Conditions · Machine · Drill · Cutting Conditions · Machine ø5.5 x ø9.0 x 120L vc=170m/min (n=9838min-1) Vertical Machining Center ø4.0 x 155 x 200L vc=60m/min (n=4775min-1) Vertical Machining Center ø5.5mm f=1.0mm/rev (vf=9838mm/min) (BT30) ø4.0mm f=0.2mm/rev (vf=955mm/min) (BT40) Flute Length 60mm H=19mm (Through) Flute Length 150mm H=146mm (Blind Hole) Water Soluble Coolant (4MPa) Water Soluble Coolant (4MPa) J Drilling Solid Special Indexable Reamer Brazed Others J56