Каталог Sumitomo сверла и развертки - страница 113
Навигация
 Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Техническая информация Sumitomo
Техническая информация Sumitomo- J001
- J1-001
- J1-002
- J1-003
- J1-004
- J1-005
- J1-006
- J1-007
- J1-008
- J1-009
- J1-010
- J1-011
- J1-012
- J1-013
- J1-014
- J1-015
- J1-016
- J1-017
- J1-018
- J1-019
- J1-020
- J1-021
- J1-022
- J002
- J003
- J004
- J005
- J006
- J007
- J008
- J009
- J010
- J011
- J012
- J013
- J014
- J015
- J016
- J017
- J018
- J019
- J020
- J021
- J022
- J023
- J024
- J025
- J026
- J027
- J028
- J029
- J030
- J031
- J032
- J033
- J034
- J035
- J036
- J037
- J038
- J039
- J040
- J041
- J042
- J043
- J044
- J045
- J046
- J047
- J048
- J049
- J050
- J051
- J052
- J053
- J054
- J055
- J056
- J057
- J058
- J059
- J060
- J061
- J062
- J063
- J064
- J065
- J066
- J067
- J068
- J069
- J070
- J071
- J072
- J073
- J074
- J075
- J076
- J077
- J078
- J079
- J080
- J081
- J082
- J083
- J084
- J085
- J086
- J087
- J088
- J089
- J090
- J091
- J092
- J093
- J094
- J095
- J096
- J097
- J098
- J099
- J100
- J101
- J102
- J103
- J104
- J105
- J106
- J107
- J108
- J109
- J110
- J111
- J112
- J113
- J114
- J115
- J116
- J117
- J118
- J119
- J120
- J121
- J122
- J123
- J124
- J125
- J126
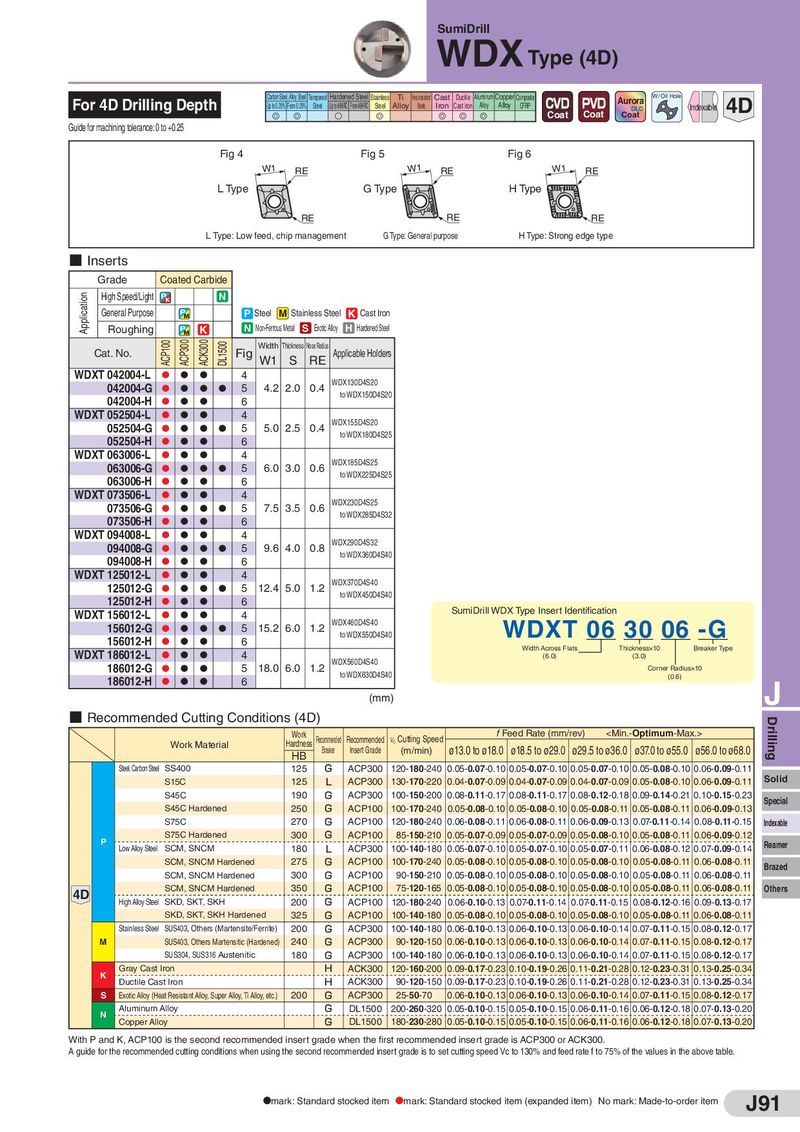
SumiDrill
WDX Type (4D)
For 4D Drilling Depth Carbon Steel, Aloy Steel Tempered Hardened Steel Stainless Ti Heat-resistant Cast Ductile Aluminum Copper Composite Aurora W/ Oil Hole 4D
Up to 0.28% From 0.29% Steel Up to 45HRC From 46HRC Steel Alloy Steels Iron Cast Iron Alloy Alloy CFRP Indexable
G G S G G G G Coat Coat Coat
Guide for machining tolerance: 0 to +0.25
Fig 4 Fig 5 Fig 6
W1 RE W1 RE W1 RE
L Type G Type H Type
RE RE RE
L Type: Low feed, chip management G Type: General purpose H Type: Strong edge type
■ Inserts
Grade Coated Carbide
Application High Speed/Light N
General Purpose P Steel M Stainless Steel K Cast Iron
Roughing K N Non-Ferrous Metal S Exotic Alloy H Hardened Steel
Cat. No. ACP100 ACP300 ACK300 DL1500 Fig Width Thickness Nose Radius Applicable Holders
W1 S RE
WDXT 042004-L D D D 4 WDX130D4S20
042004-G D D D D 5 4.2 2.0 0.4 to WDX150D4S20
042004-H D D D 6
WDXT 052504-L D D D 4 WDX155D4S20
052504-G D D D D 5 5.0 2.5 0.4 to WDX180D4S25
052504-H D D D 6
WDXT 063006-L D D D 4 WDX185D4S25
063006-G D D D D 5 6.0 3.0 0.6 to WDX225D4S25
063006-H D D D 6
WDXT 073506-L D D D 4 WDX230D4S25
073506-G D D D D 5 7.5 3.5 0.6 to WDX285D4S32
073506-H D D D 6
WDXT 094008-L D D D 4 WDX290D4S32
094008-G D D D D 5 9.6 4.0 0.8 to WDX360D4S40
094008-H D D D 6
WDXT 125012-L D D D 4 WDX370D4S40
125012-G D D D D 5 12.4 5.0 1.2 to WDX450D4S40
125012-H D D D 6
WDXT 156012-L D D D 4 SumiDrill WDX Type Insert Identification
156012-G D D D D 5 15.2 6.0 1.2 WDX460D4S40 WDXT 06 30 06 -G
156012-H D D D 6 to WDX550D4S40
WDXT 186012-L 4 Width Across Flats Thickness×10 Breaker Type
D D D WDX560D4S40 (6.0) (3.0)
186012-G D D D 5 18.0 6.0 1.2 to WDX630D4S40 Corner Radius×10
186012-H D D D 6 (0.6)
(mm) J
■ Recommended Cutting Conditions (4D) Drilling
Work Recommended Recommended vc Cutting Speed f Feed Rate (mm/rev)