Каталог Sumitomo монолитные фрезы - страница 37
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
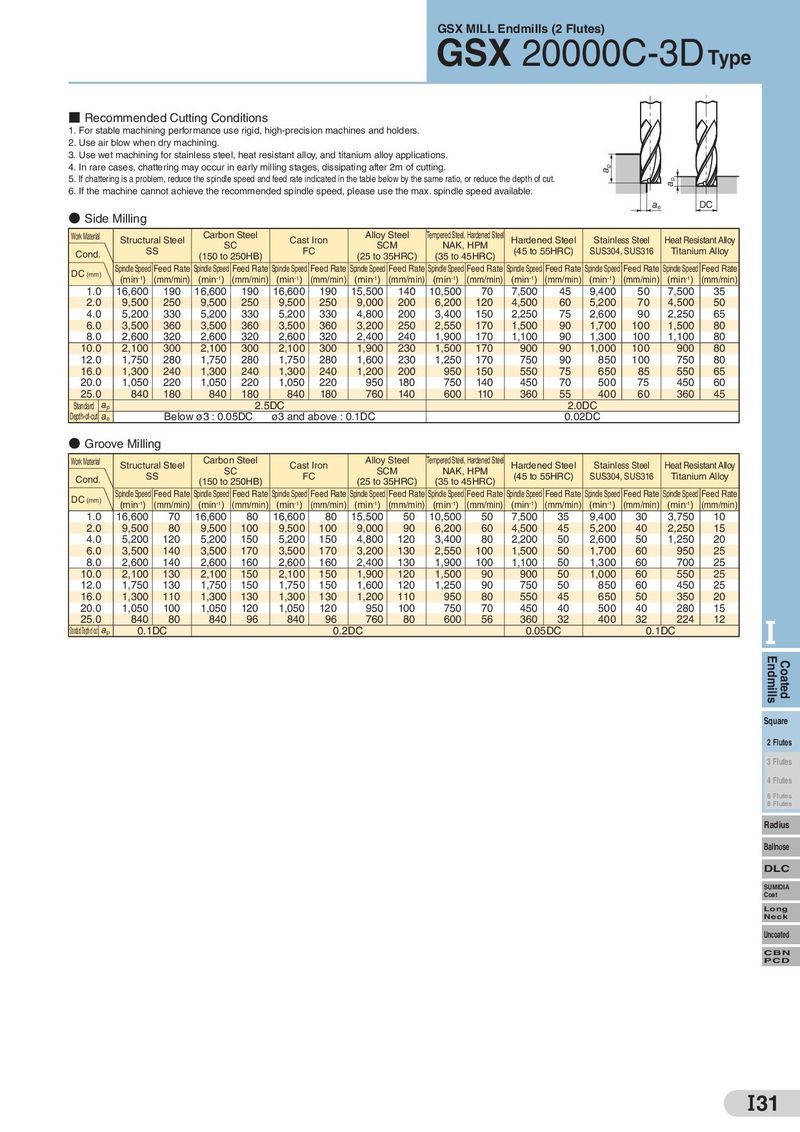
GSX MILL Endmills (2 Flutes) GSX 20000C-3D Type ■ Recommended Cutting Conditions 1. For stable machining performance use rigid, high-precision machines and holders. 2. Use air blow when dry machining. 3. Use wet machining for stainless steel, heat resistant alloy, and titanium alloy applications. 4. In rare cases, chattering may occur in early milling stages, dissipating after 2m of cutting. ap 5. If chattering is a problem, reduce the spindle speed and feed rate indicated in the table below by the same ratio, or reduce the depth of cut. ap 6. If the machine cannot achieve the recommended spindle speed, please use the max. spindle speed available. ae DC ● Side Milling Work Material Structural Steel Carbon Steel Cast Iron Alloy Steel Tempered Steel, Hardened Steel Hardened Steel Stainless Steel Heat Resistant Alloy SS SC FC SCM NAK, HPM (45 to 55HRC) SUS304, SUS316 Titanium Alloy Cond. (150 to 250HB) (25 to 35HRC) (35 to 45HRC) DC (mm) Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 1.0 16,600 190 16,600 190 16,600 190 15,500 140 10,500 70 7,500 45 9,400 50 7,500 35 2.0 9,500 250 9,500 250 9,500 250 9,000 200 6,200 120 4,500 60 5,200 70 4,500 50 4.0 5,200 330 5,200 330 5,200 330 4,800 200 3,400 150 2,250 75 2,600 90 2,250 65 6.0 3,500 360 3,500 360 3,500 360 3,200 250 2,550 170 1,500 90 1,700 100 1,500 80 8.0 2,600 320 2,600 320 2,600 320 2,400 240 1,900 170 1,100 90 1,300 100 1,100 80 10.0 2,100 300 2,100 300 2,100 300 1,900 230 1,500 170 900 90 1,000 100 900 80 12.0 1,750 280 1,750 280 1,750 280 1,600 230 1,250 170 750 90 850 100 750 80 16.0 1,300 240 1,300 240 1,300 240 1,200 200 950 150 550 75 650 85 550 65 20.0 1,050 220 1,050 220 1,050 220 950 180 750 140 450 70 500 75 450 60 25.0 840 180 840 180 840 180 760 140 600 110 360 55 400 60 360 45 Standard ap 2.5DC 2.0DC Depth-of-cut ae Below ø3 : 0.05DC ø3 and above : 0.1DC 0.02DC ● Groove Milling Work Material Structural Steel Carbon Steel Cast Iron Alloy Steel Tempered Steel, Hardened Steel Hardened Steel Stainless Steel Heat Resistant Alloy SS SC FC SCM NAK, HPM (45 to 55HRC) SUS304, SUS316 Titanium Alloy Cond. (150 to 250HB) (25 to 35HRC) (35 to 45HRC) DC (mm) Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 1.0 16,600 70 16,600 80 16,600 80 15,500 50 10,500 50 7,500 35 9,400 30 3,750 10 2.0 9,500 80 9,500 100 9,500 100 9,000 90 6,200 60 4,500 45 5,200 40 2,250 15 4.0 5,200 120 5,200 150 5,200 150 4,800 120 3,400 80 2,200 50 2,600 50 1,250 20 6.0 3,500 140 3,500 170 3,500 170 3,200 130 2,550 100 1,500 50 1,700 60 950 25 8.0 2,600 140 2,600 160 2,600 160 2,400 130 1,900 100 1,100 50 1,300 60 700 25 10.0 2,100 130 2,100 150 2,100 150 1,900 120 1,500 90 900 50 1,000 60 550 25 12.0 1,750 130 1,750 150 1,750 150 1,600 120 1,250 90 750 50 850 60 450 25 16.0 1,300 110 1,300 130 1,300 130 1,200 110 950 80 550 45 650 50 350 20 20.0 1,050 100 1,050 120 1,050 120 950 100 750 70 450 40 500 40 280 15 25.0 840 80 840 96 840 96 760 80 600 56 360 32 400 32 224 12 I StandardDepth-of-cut ap 0.1DC 0.2DC 0.05DC 0.1DC Endmills Coated Square 2 Flutes 3 Flutes 4 Flutes 6 Flutes 8 Flutes Radius Ballnose DLC SUMIDIA Coat Long Neck Uncoated CBN PCD I31