Каталог Sumitomo монолитные фрезы - страница 145
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
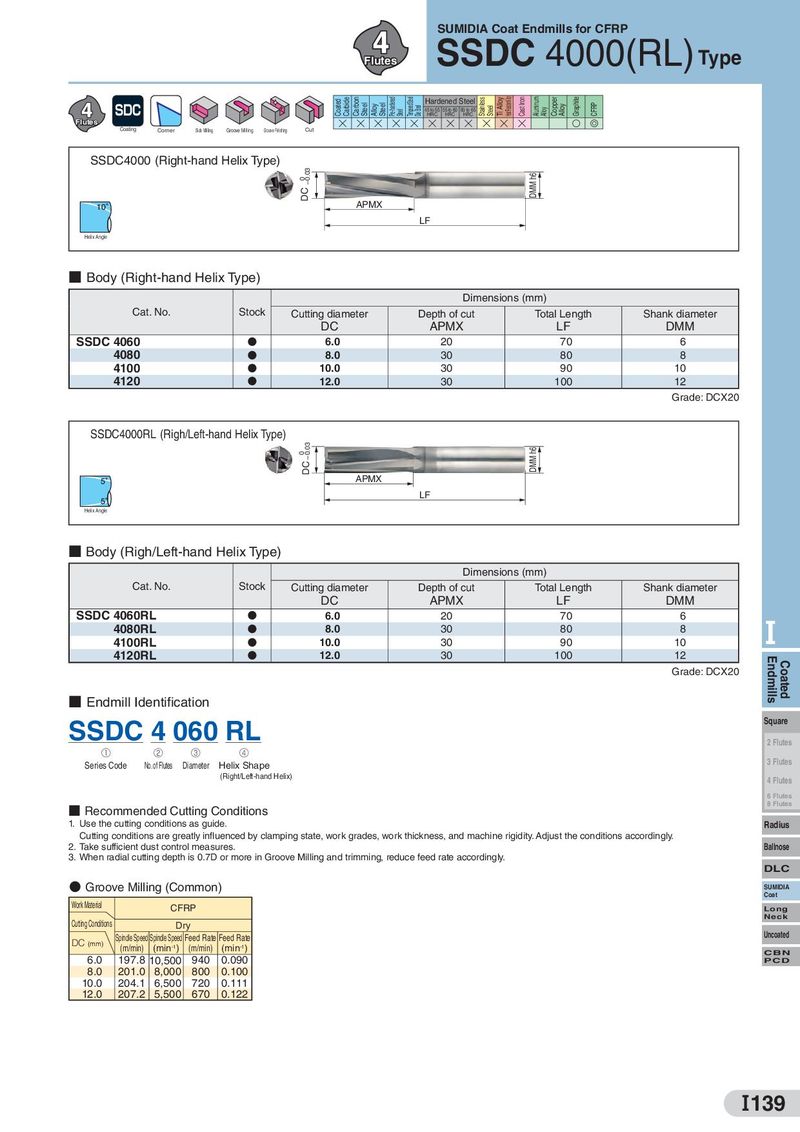
SUMIDIA Coat Endmills for CFRP Flutes SSDC 4000(RL) Type SDC Coated Carbide Carbon Steel Alloy Steel Pre-hardened Tempered Steel Die Steel Hardened Steel Stainless Ti Alloy Heat Resistant A loy Cast Iron Aluminum Copper Alloy Graphite CFRP Steel 45 to 55 55 to 60 60 to 65 Steel Alloy HRC HRC HRC Flutes H H H H H H H H H H H S G Coating Corner Side Milling Groove Milling Groove Finishing Cut SSDC4000 (Right-hand Helix Type) 0–0.03 DMM h6 DC 10° APMX LF Helix Angle ■ Body (Right-hand Helix Type) Dimensions (mm) Cat. No. Stock Cutting diameter Depth of cut Total Length Shank diameter DC APMX LF DMM SSDC 4060 D 6.0 20 70 6 4080 D 8.0 30 80 8 4100 D 10.0 30 90 10 4120 D 12.0 30 100 12 Grade: DCX20 SSDC4000RL (Righ/Left-hand Helix Type) 0–0.03 DMM h6 DC 5° APMX 5° LF Helix Angle ■ Body (Righ/Left-hand Helix Type) Dimensions (mm) Cat. No. Stock Cutting diameter Depth of cut Total Length Shank diameter DC APMX LF DMM SSDC 4060RL D 6.0 20 70 6 I 4080RL D 8.0 30 80 8 4100RL D 10.0 30 90 10 4120RL D 12.0 30 100 12 Endmills Coated Grade: DCX20 ■ Endmill Identification SSDC 4 060 RL Square 2 Flutes ① ② ③ ④ 3 Flutes Series Code No. of Flutes Diameter Helix Shape (Right/Left-hand Helix) 4 Flutes 6 Flutes ■ Recommended Cutting Conditions 8 Flutes 1. Use the cutting conditions as guide. Radius Cutting conditions are greatly influenced by clamping state, work grades, work thickness, and machine rigidity. Adjust the conditions accordingly. 2. Take sufficient dust control measures. Ballnose 3. When radial cutting depth is 0.7D or more in Groove Milling and trimming, reduce feed rate accordingly. DLC ● Groove Milling (Common) SUMIDIA Coat Work Material CFRP Long Cutting Conditions Neck Dry DC (mm) Spindle Speed Spindle Speed Feed Rate Feed Rate Uncoated (m/min) (min-1) (m/min) (min-1) CBN 6.0 197.8 10,500 940 0.090 PCD 8.0 201.0 8,000 800 0.100 10.0 204.1 6,500 720 0.111 12.0 207.2 5,500 670 0.122 I139