Каталог Sumitomo монолитные фрезы - страница 137
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
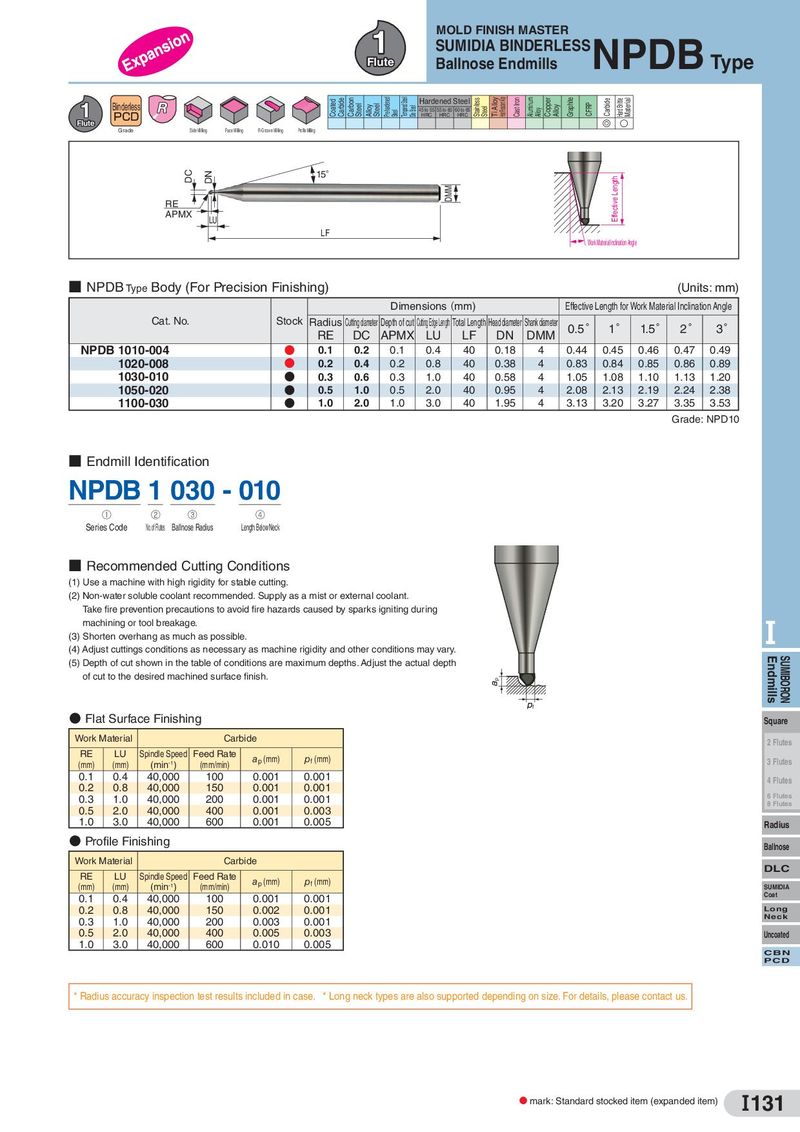
1 MOLD FINISH MASTER NPDB SUMIDIA BINDERLESS Type Flute Ballnose Endmills 1 Binderless Coated Carbide Carbon Steel Alloy Steel Pre-hardened Tempered Steel Hardened Steel Stainless Ti Alloy Heat Resistant A loy Cast Iron Aluminum Copper Alloy Graphite CFRP Carbide Hard Brittle Material Steel Die Steel 45 to 55 55 to 60 60 to 65 Steel Alloy HRC HRC HRC PCD Flute G S Grade Side Milling Face Milling R-Groove Milling Profile Milling DC DN 15° Effective Length RE DMM APMX LU LF Work Material Inclination Angle ■ NPDB Type Body (For Precision Finishing) (Units: mm) Dimensions (mm) Effective Length for Work Material Inclination Angle Cat. No. Stock Radius Cuting diameter Depth of cut CutingEdgeLength Total Length Head diameter Shank diameter 0.5 1 1.5 2 3 RE DC APMX LU LF DN DMM NPDB 1010-004 D 0.1 0.2 0.1 0.4 40 0.18 4 0.44 0.45 0.46 0.47 0.49 1020-008 D 0.2 0.4 0.2 0.8 40 0.38 4 0.83 0.84 0.85 0.86 0.89 1030-010 D 0.3 0.6 0.3 1.0 40 0.58 4 1.05 1.08 1.10 1.13 1.20 1050-020 D 0.5 1.0 0.5 2.0 40 0.95 4 2.08 2.13 2.19 2.24 2.38 1100-030 D 1.0 2.0 1.0 3.0 40 1.95 4 3.13 3.20 3.27 3.35 3.53 Grade: NPD10 ■ Endmill Identification NPDB 1 030 - 010 ① ② ③ ④ Series Code No. of Flutes Ballnose Radius Length Below Neck ■ Recommended Cutting Conditions (1) Use a machine with high rigidity for stable cutting. (2) Non-water soluble coolant recommended. Supply as a mist or external coolant. Take fire prevention precautions to avoid fire hazards caused by sparks igniting during machining or tool breakage. I (3) Shorten overhang as much as possible. (4) Adjust cuttings conditions as necessary as machine rigidity and other conditions may vary. (5) Depth of cut shown in the table of conditions are maximum depths. Adjust the actual depth Endmills SUMIBORON of cut to the desired machined surface finish. p f ● Flat Surface Finishing Square Work Material Carbide 2 Flutes RE LU Spindle Speed Feed Rate ap (mm) pf (mm) 3 Flutes (mm) (mm) (min-1) (mm/min) 0.1 0.4 40,000 100 0.001 0.001 4 Flutes 0.2 0.8 40,000 150 0.001 0.001 0.3 1.0 40,000 200 0.001 0.001 6 Flutes 0.5 2.0 40,000 400 0.001 0.003 8 Flutes 1.0 3.0 40,000 600 0.001 0.005 Radius ● Profile Finishing Ballnose Work Material Carbide DLC RE LU Spindle Speed Feed Rate ap (mm) pf (mm) (mm) (mm) (min-1) (mm/min) SUMIDIA 0.1 0.4 40,000 100 0.001 0.001 Coat 0.2 0.8 40,000 150 0.002 0.001 Long 0.3 1.0 40,000 200 0.003 0.001 Neck 0.5 2.0 40,000 400 0.005 0.003 Uncoated 1.0 3.0 40,000 600 0.010 0.005 CBN PCD * Radius accuracy inspection test results included in case. * Long neck types are also supported depending on size. For details, please contact us. D mark: Standard stocked item (expanded item) I131