Каталог Sumitomo монолитные фрезы - страница 16
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
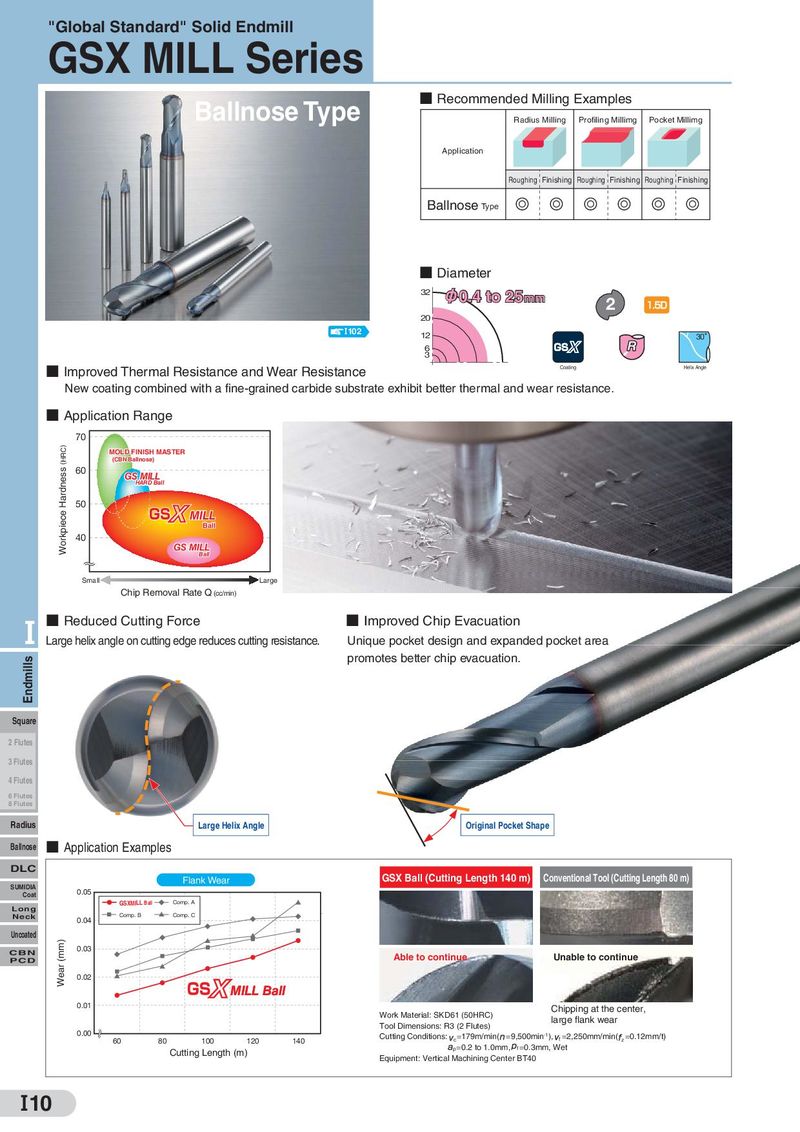
"Global Standard" Solid Endmill GSX MILL Series Ballnose Type ■ Recommended Milling Examples Radius Milling Profiling Millimg Pocket Millimg Application Roughing Finishing Roughing Finishing Roughing Finishing Ballnose Type G G G G G G ■ Diameter 32 φ0.4 to 25mm φ mm 2 20 I102 12 30° 6 3 ■ Improved Thermal Resistance and Wear Resistance Coating Helix Angle New coating combined with a fine-grained carbide substrate exhibit better thermal and wear resistance. ■ Application Range 70 Workpiece Hardness (HRC) MOLD FINISH MASTER (CBN Ballnose) 60 GS MILL HARD Ball 50 MILL Ball 40 GS MILL Ball Small Large Chip Removal Rate Q (cc/min) I ■ Reduced Cutting Force ■ Improved Chip Evacuation Large helix angle on cutting edge reduces cutting resistance. Unique pocket design and expanded pocket area Endmills promotes better chip evacuation. Square 2 Flutes 3 Flutes 4 Flutes 6 Flutes 8 Flutes Radius Large Helix Angle Original Pocket Shape Ballnose ■ Application Examples DLC GSX Ball (Cutting Length 140 m) Conventional Tool (Cutting Length 80 m) SUMIDIA Flank Wear Coat 0.05 GSXMILL Ball Comp. A Long Neck 0.04 Comp. B Comp. C Uncoated Wear (mm) CBN 0.03 PCD Able to continue Unable to continue 0.02 MILL Ball 0.01 Chipping at the center, Work Material: SKD61 (50HRC) large flank wear Tool Dimensions: R3 (2 Flutes) 0.00 Cutting Conditions: c =179m/min( =9,500min-1), f =2,250mm/min( z =0.12mm/t) 60 80 100 120 140 p=0.2 to 1.0mm, f =0.3mm, Wet Cutting Length (m) Equipment: Vertical Machining Center BT40 I10