Каталог Sumitomo монолитные фрезы - страница 117
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
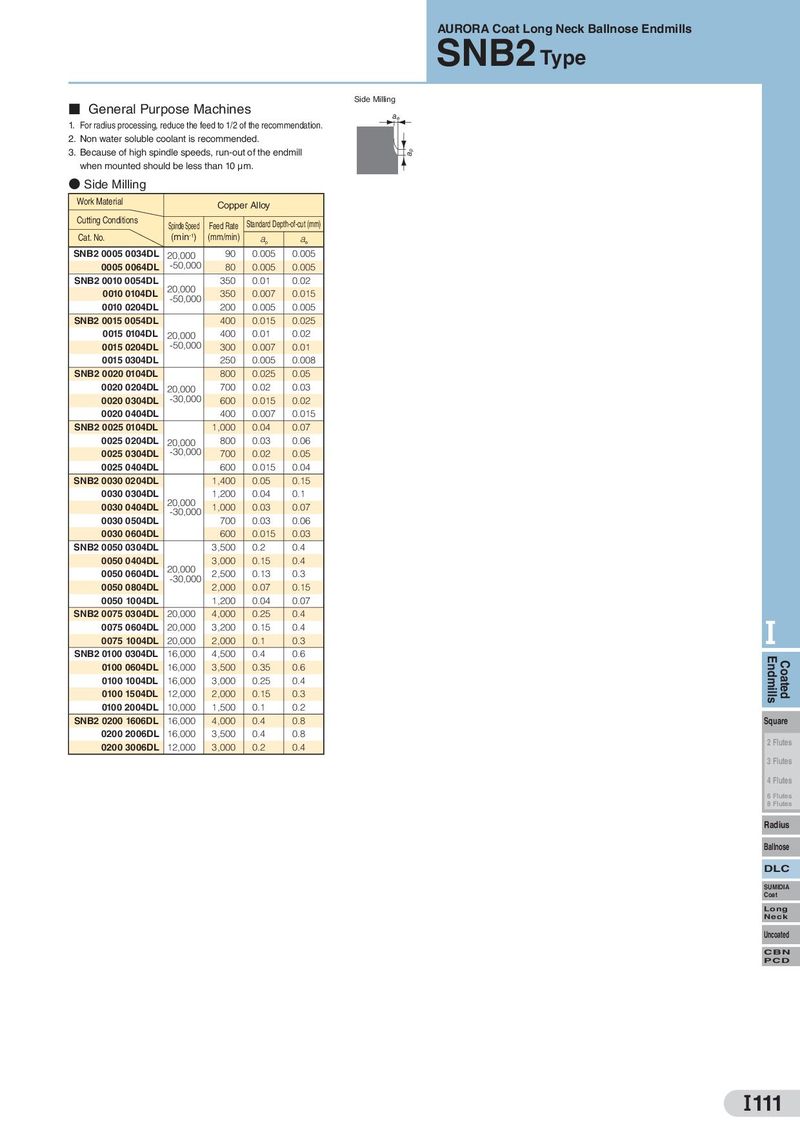
AURORA Coat Long Neck Ballnose Endmills SNB2 Type Side Milling ■ General Purpose Machines ae 1. For radius processing, reduce the feed to 1/2 of the recommendation. 2. Non water soluble coolant is recommended. 3. Because of high spindle speeds, run-out of the endmill ap when mounted should be less than 10 μm. ● Side Milling Work Material Copper Alloy Cutting Conditions Spindle Speed Feed Rate Standard Depth-of-cut (mm) Cat. No. (min-1) (mm/min) ap ae SNB2 0005 0034DL 20,000 90 0.005 0.005 0005 0064DL -50,000 80 0.005 0.005 SNB2 0010 0054DL 350 0.01 0.02 0010 0104DL 20,000 350 0.007 0.015 -50,000 0010 0204DL 200 0.005 0.005 SNB2 0015 0054DL 400 0.015 0.025 0015 0104DL 20,000 400 0.01 0.02 0015 0204DL -50,000 300 0.007 0.01 0015 0304DL 250 0.005 0.008 SNB2 0020 0104DL 800 0.025 0.05 0020 0204DL 20,000 700 0.02 0.03 0020 0304DL -30,000 600 0.015 0.02 0020 0404DL 400 0.007 0.015 SNB2 0025 0104DL 1,000 0.04 0.07 0025 0204DL 20,000 800 0.03 0.06 0025 0304DL -30,000 700 0.02 0.05 0025 0404DL 600 0.015 0.04 SNB2 0030 0204DL 1,400 0.05 0.15 0030 0304DL 1,200 0.04 0.1 0030 0404DL 20,000 1,000 0.03 0.07 -30,000 0030 0504DL 700 0.03 0.06 0030 0604DL 600 0.015 0.03 SNB2 0050 0304DL 3,500 0.2 0.4 0050 0404DL 3,000 0.15 0.4 0050 0604DL 20,000 2,500 0.13 0.3 -30,000 0050 0804DL 2,000 0.07 0.15 0050 1004DL 1,200 0.04 0.07 SNB2 0075 0304DL 20,000 4,000 0.25 0.4 0075 0604DL 20,000 3,200 0.15 0.4 I 0075 1004DL 20,000 2,000 0.1 0.3 SNB2 0100 0304DL 16,000 4,500 0.4 0.6 Endmills 0100 0604DL 16,000 3,500 0.35 0.6 Coated 0100 1004DL 16,000 3,000 0.25 0.4 0100 1504DL 12,000 2,000 0.15 0.3 0100 2004DL 10,000 1,500 0.1 0.2 SNB2 0200 1606DL 16,000 4,000 0.4 0.8 Square 0200 2006DL 16,000 3,500 0.4 0.8 0200 3006DL 12,000 3,000 0.2 0.4 2 Flutes 3 Flutes 4 Flutes 6 Flutes 8 Flutes Radius Ballnose DLC SUMIDIA Coat Long Neck Uncoated CBN PCD I111