Каталог Sumitomo монолитные фрезы - страница 146
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
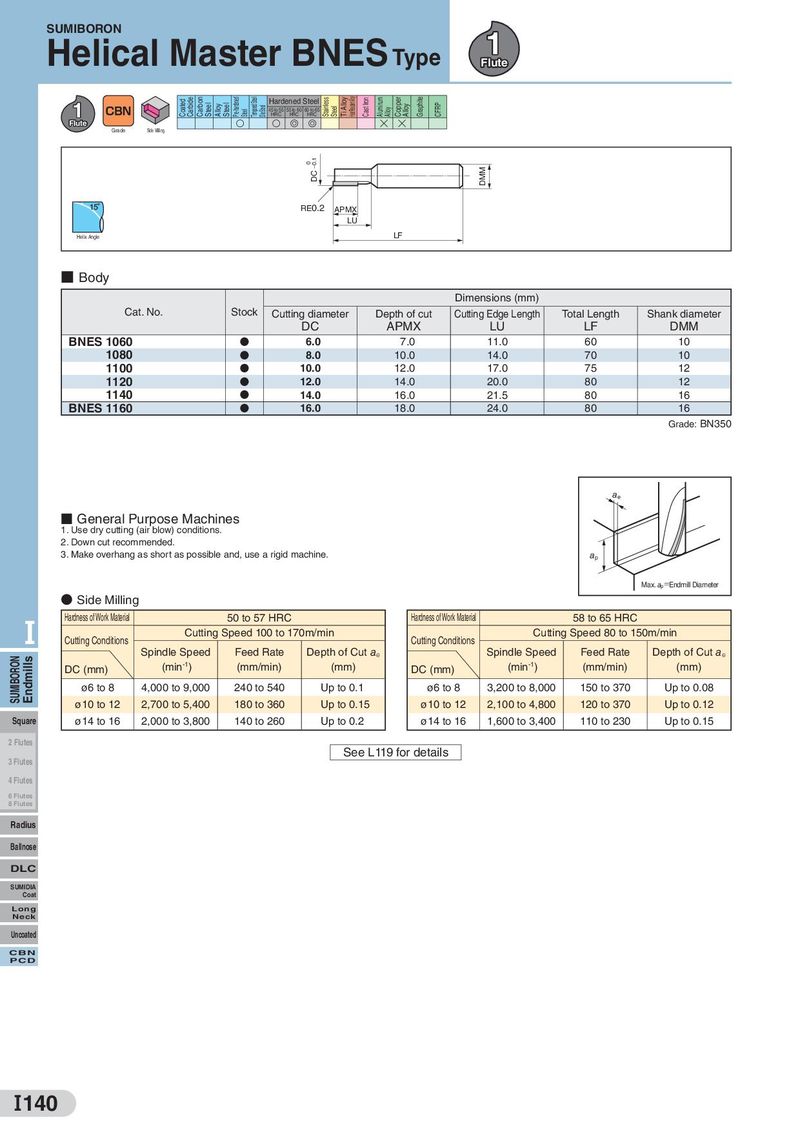
SUMIBORON 1 Helical Master BNES Type Flute 1 Coated Carbide Carbon Steel Alloy Steel Pre-hardened Tempered Steel Die Steel Hardened Steel Stainless Ti Alloy Heat Resistant A loy Cast Iron Aluminum Copper Alloy Graphite CFRP Steel 45 to 55 55 to 60 60 to 65 Steel Alloy HRC HRC HRC Flute S S G G H H Grade Side Milling 0DC –0.1 DMM 15° RE0.2 APMX LU Helix Angle LF ■ Body Dimensions (mm) Cat. No. Stock Cutting diameter Depth of cut Cutting Edge Length Total Length Shank diameter DC APMX LU LF DMM BNES 1060 D 6.0 7.0 11.0 60 10 1080 D 8.0 10.0 14.0 70 10 1100 D 10.0 12.0 17.0 75 12 1120 D 12.0 14.0 20.0 80 12 1140 D 14.0 16.0 21.5 80 16 BNES 1160 D 16.0 18.0 24.0 80 16 Grade: BN350 ae ■ General Purpose Machines 1. Use dry cutting (air blow) conditions. 2. Down cut recommended. 3. Make overhang as short as possible and, use a rigid machine. ap Max. ap=Endmill Diameter ● Side Milling I Hardness of Work Material 50 to 57 HRC Hardness of Work Material 58 to 65 HRC Cutting Conditions Cutting Speed 100 to 170m/min Cutting Conditions Cutting Speed 80 to 150m/min SUMIBORON Endmills Spindle Speed Feed Rate Depth of Cut ae Spindle Speed Feed Rate Depth of Cut ae DC (mm) (min-1) (mm/min) (mm) DC (mm) (min-1) (mm/min) (mm) ø6 to 8 4,000 to 9,000 240 to 540 Up to 0.1 ø6 to 8 3,200 to 8,000 150 to 370 Up to 0.08 ø10 to 12 2,700 to 5,400 180 to 360 Up to 0.15 ø10 to 12 2,100 to 4,800 120 to 370 Up to 0.12 Square ø14 to 16 2,000 to 3,800 140 to 260 Up to 0.2 ø14 to 16 1,600 to 3,400 110 to 230 Up to 0.15 2 Flutes 3 Flutes See L119 for details 4 Flutes 6 Flutes 8 Flutes Radius Ballnose DLC SUMIDIA Coat Long Neck Uncoated CBN PCD I140