Каталог Sumitomo монолитные фрезы - страница 134
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
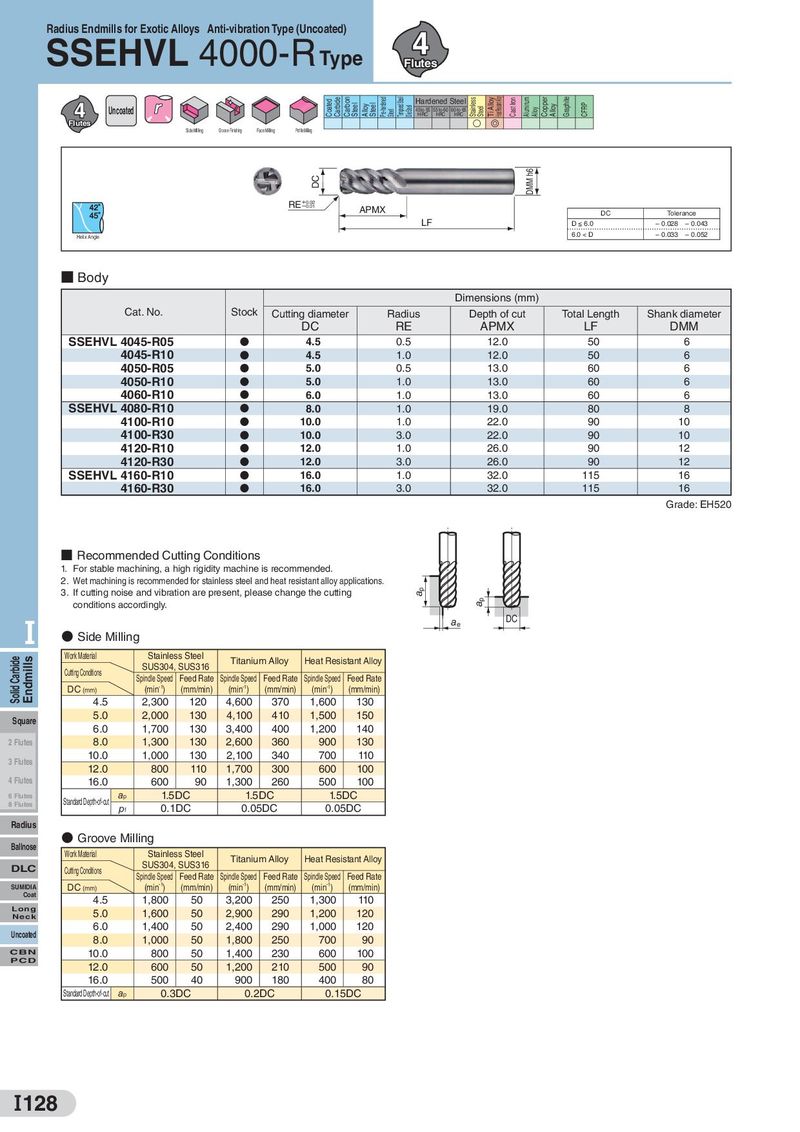
Radius Endmills for Exotic Alloys Anti-vibration Type (Uncoated) 4 SSEHVL 4000-R Type Flutes 4 Coated Carbide Carbon Steel Alloy Steel Pre-hardened Tempered Steel Die Steel Hardened Steel Stainless Ti Alloy Heat Resistant A loy Cast Iron Aluminum Copper Alloy Graphite CFRP Uncoated Steel 45 to 55 55 to 60 60 to 65 Steel Alloy HRC HRC HRC Flutes S G Side Milling Groove Finishing Face Milling Profile Milling DC DMM h6 RE +0.02 −0.01 APMX DC Tolerance LF D ≤ 6.0 – 0.028 – 0.043 Helix Angle 6.0 < D – 0.033 – 0.052 ■ Body Dimensions (mm) Cat. No. Stock Cutting diameter Radius Depth of cut Total Length Shank diameter DC RE APMX LF DMM SSEHVL 4045-R05 D 4.5 0.5 12.0 50 6 4045-R10 D 4.5 1.0 12.0 50 6 4050-R05 D 5.0 0.5 13.0 60 6 4050-R10 D 5.0 1.0 13.0 60 6 4060-R10 D 6.0 1.0 13.0 60 6 SSEHVL 4080-R10 D 8.0 1.0 19.0 80 8 4100-R10 D 10.0 1.0 22.0 90 10 4100-R30 D 10.0 3.0 22.0 90 10 4120-R10 D 12.0 1.0 26.0 90 12 4120-R30 D 12.0 3.0 26.0 90 12 SSEHVL 4160-R10 D 16.0 1.0 32.0 115 16 4160-R30 D 16.0 3.0 32.0 115 16 Grade: EH520 ■ Recommended Cutting Conditions 1. For stable machining, a high rigidity machine is recommended. 2. Wet machining is recommended for stainless steel and heat resistant alloy applications. 3. If cutting noise and vibration are present, please change the cutting ap conditions accordingly. ap I ae DC ● Side Milling Solid Carbide Endmills Work Material Stainless Steel Titanium Alloy Heat Resistant Alloy Cutting Conditions SUS304, SUS316 Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate DC (mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 4.5 2,300 120 4,600 370 1,600 130 Square 5.0 2,000 130 4,100 410 1,500 150 6.0 1,700 130 3,400 400 1,200 140 2 Flutes 8.0 1,300 130 2,600 360 900 130 3 Flutes 10.0 1,000 130 2,100 340 700 110 12.0 800 110 1,700 300 600 100 4 Flutes 16.0 600 90 1,300 260 500 100 6 Flutes Standard Depth-of-cut ap 1.5DC 1.5DC 1.5DC 8 Flutes pf 0.1DC 0.05DC 0.05DC Radius Ballnose ● Groove Milling Work Material Stainless Steel Titanium Alloy Heat Resistant Alloy DLC Cutting Conditions SUS304, SUS316 Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate SUMIDIA DC (mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) Coat 4.5 1,800 50 3,200 250 1,300 110 Long 5.0 1,600 50 2,900 290 1,200 120 Neck Uncoated 6.0 1,400 50 2,400 290 1,000 120 8.0 1,000 50 1,800 250 700 90 CBN 10.0 800 50 1,400 230 600 100 PCD 12.0 600 50 1,200 210 500 90 16.0 500 40 900 180 400 80 Standard Depth-of-cut ap 0.3DC 0.2DC 0.15DC I128