Каталог Sumitomo монолитные фрезы - страница 109
Навигация
 Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами- I_001
- I_1-001
- I_1-002
- I_1-003
- I_1-004
- I_1-005
- I_1-006
- I_002
- I_003
- I_004
- I_005
- I_006
- I_007
- I_008
- I_009
- I_010
- I_011
- I_012
- I_013
- I_014
- I_015
- I_016
- I_017
- I_018
- I_019
- I_020
- I_021
- I_022
- I_023
- I_024
- I_025
- I_026
- I_027
- I_028
- I_029
- I_030
- I_031
- I_032
- I_033
- I_034
- I_035
- I_036
- I_037
- I_038
- I_039
- I_040
- I_041
- I_042
- I_043
- I_044
- I_045
- I_046
- I_047
- I_048
- I_049
- I_050
- I_051
- I_052
- I_053
- I_054
- I_055
- I_056
- I_057
- I_058
- I_059
- I_060
- I_061
- I_062
- I_063
- I_064
- I_065
- I_066
- I_067
- I_068
- I_069
- I_070
- I_071
- I_072
- I_073
- I_074
- I_075
- I_076
- I_077
- I_078
- I_079
- I_080
- I_081
- I_082
- I_083
- I_084
- I_085
- I_086
- I_087
- I_088
- I_089
- I_090
- I_091
- I_092
- I_093
- I_094
- I_095
- I_096
- I_097
- I_098
- I_099
- I_100
- I_101
- I_102
- I_103
- I_104
- I_105
- I_106
- I_107
- I_108
- I_109
- I_110
- I_111
- I_112
- I_113
- I_114
- I_115
- I_116
- I_117
- I_118
- I_119
- I_120
- I_121
- I_122
- I_123
- I_124
- I_125
- I_126
- I_127
- I_128
- I_129
- I_130
- I_131
- I_132
- I_133
- I_134
- I_135
- I_136
- I_137
- I_138
- I_139
- I_140
- I_141
- I_142
- I_143
- I_144
- I_145
- I_146
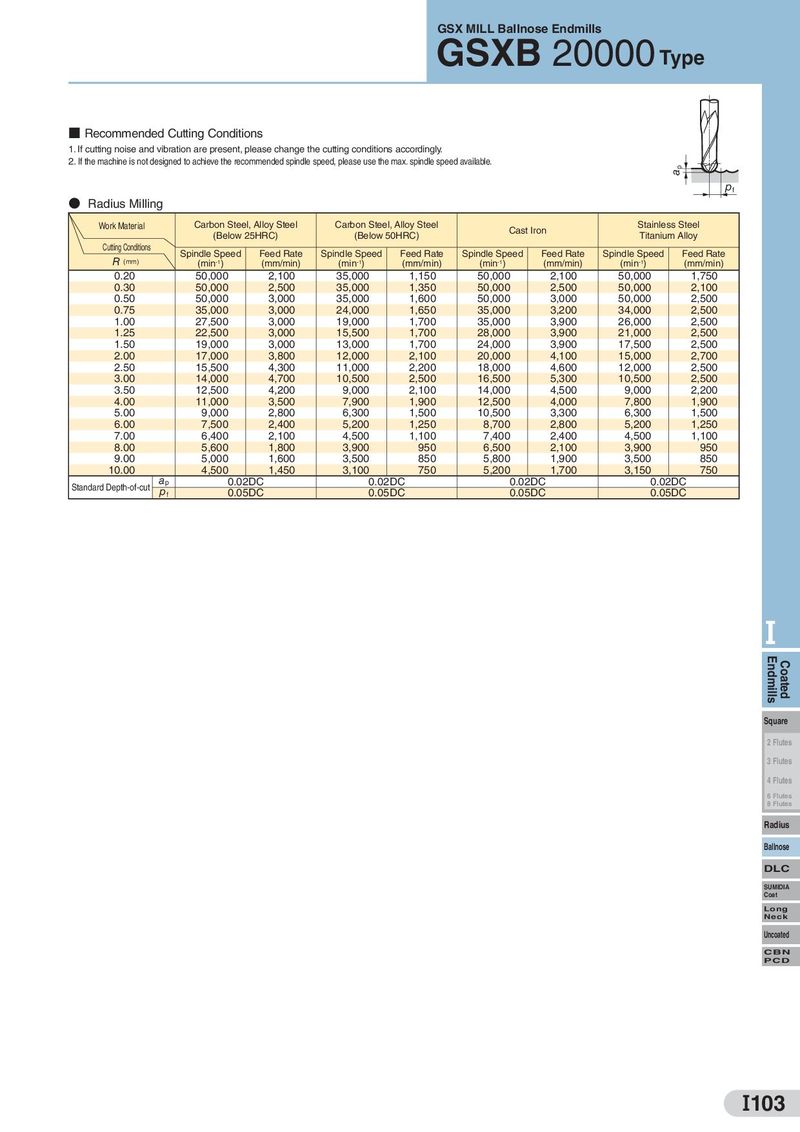
GSX MILL Ballnose Endmills GSXB 20000 Type ■ Recommended Cutting Conditions 1. If cutting noise and vibration are present, please change the cutting conditions accordingly. 2. If the machine is not designed to achieve the recommended spindle speed, please use the max. spindle speed available. ap pf ● Radius Milling Work Material Carbon Steel, Alloy Steel Carbon Steel, Alloy Steel Cast Iron Stainless Steel (Below 25HRC) (Below 50HRC) Titanium Alloy Cutting Conditions Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate R (mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 0.20 50,000 2,100 35,000 1,150 50,000 2,100 50,000 1,750 0.30 50,000 2,500 35,000 1,350 50,000 2,500 50,000 2,100 0.50 50,000 3,000 35,000 1,600 50,000 3,000 50,000 2,500 0.75 35,000 3,000 24,000 1,650 35,000 3,200 34,000 2,500 1.00 27,500 3,000 19,000 1,700 35,000 3,900 26,000 2,500 1.25 22,500 3,000 15,500 1,700 28,000 3,900 21,000 2,500 1.50 19,000 3,000 13,000 1,700 24,000 3,900 17,500 2,500 2.00 17,000 3,800 12,000 2,100 20,000 4,100 15,000 2,700 2.50 15,500 4,300 11,000 2,200 18,000 4,600 12,000 2,500 3.00 14,000 4,700 10,500 2,500 16,500 5,300 10,500 2,500 3.50 12,500 4,200 9,000 2,100 14,000 4,500 9,000 2,200 4.00 11,000 3,500 7,900 1,900 12,500 4,000 7,800 1,900 5.00 9,000 2,800 6,300 1,500 10,500 3,300 6,300 1,500 6.00 7,500 2,400 5,200 1,250 8,700 2,800 5,200 1,250 7.00 6,400 2,100 4,500 1,100 7,400 2,400 4,500 1,100 8.00 5,600 1,800 3,900 950 6,500 2,100 3,900 950 9.00 5,000 1,600 3,500 850 5,800 1,900 3,500 850 10.00 4,500 1,450 3,100 750 5,200 1,700 3,150 750 Standard Depth-of-cut ap 0.02DC 0.02DC 0.02DC 0.02DC pf 0.05DC 0.05DC 0.05DC 0.05DC I Endmills Coated Square 2 Flutes 3 Flutes 4 Flutes 6 Flutes 8 Flutes Radius Ballnose DLC SUMIDIA Coat Long Neck Uncoated CBN PCD I103