Общий каталог Palbit - страница 5
Навигация
 Общий каталог Palbit 2022
Общий каталог Palbit 2022- General Catalogue
- Index
- NEWS
- MILLING
- Milling tool selection
- Tools Overview
- Inserts Codification
- New grade PHS
- Inserts Overview
- Face Milling
- PLUS 28088
- PLUS 90260
- PLUS 90845
- PLUS 90945
- PLUS 91245
- LINEPRO 06045
- LINEPRO 09945
- LINEPRO 00036
- Hifeed Milling
- PENTA HIFEED 06320
- HIFEED 06410
- HIFEED 06690
- HIFEED 06815
- HIFEED 50560
- HIFEED 50060
- HIFEED 06590
- Shoulder Milling
- PLUS 49090
- PLUS 17190
- PLUS 17590
- PLUS 18190
- LINEPRO 20090
- LINEPRO 20190
- LINEPRO 20290
- TGPLUS 90090
- TGPLUS 90190
- TGPLUS 90390
- ALUPRO 76090
- ALUPRO 77090
- ALUPRO 08390
- LINEPRO 06290
- LINEPRO 17090
- LINEPRO 18090
- LINEPRO 15090
- Profile Milling
- PLUS 49095
- PLUS 45095
- TOROMILL 33590|33690|33790
- TOROMILL 33890|33990
- TOROMILL X2 35190
- TOROMILL 24590|25090|25190
- TOROMILL 25290|25390
- LINEPRO 40095|40595|41095
- Hardmill
- HARDMILL 72090
- Center & Chamfer
- Spot face
- End Mills Carbide
- Straight Flutes PCD
- Solide Carbide End Mills
- Selection Guide for Solid Carbide
- HF30G S/XL
- HB30G S/L
- HB30G L
- HF 45G S
- HC45FL
- HF30HL
- HB30HL
- HC35ML
- HC38AS
- Technical Data
- Troubleshooting
- Spare Parts
- Procedures for clamping screws
- Technical Data
- Milling Grades
- Comparative Grades Chart
- Formulas & calculations
- Troubleshooting
- DRILLING
- Drills Code Key
- Nomenclature
- Overview
- Jet Drills
- Integrex Drills
- Vortex Drills
- Trepanning Drills
- Solid Carbide Drills
- ISO Driling inserts code key
- Inserts
- Spare Parts
- Technical Data
- TURNING
- New turning grades
- ISO Turning Code key
- Negative Inserts Overview
- Positive Inserts Overview
- Negative Inserts
- CN Inserts
- CNMA
- CNMG-SF
- CNMG-LC
- CNMG-MS
- CNMG-MR
- CNMG-PM
- CNMG-ST
- CNMM-RP
- CNMM-HY
- CNMM-HZ
- DN Inserts
- DNMA
- DNMG-MF
- DNMG-SF
- DNMG-LC
- DNMG-MS
- DNMG-MR
- DNMG-PM
- DNMG-ST
- DNMG-MW
- DNMG-SS
- DNMG-HR
- DNMM-RP
- DNMX-02
- DNMX-03
- DNMX-01
- KN Inserts
- KNUX-01
- KNUX-02
- RN Inserts
- RNMA
- RNMG-ST
- SN Inserts
- SNMA
- SNMG-MF
- SNMG-SF
- SNMG-MR
- SNMG-PM
- SNMG-ST
- SNMG-SS
- SNMG-HR
- SNMM-RP
- SNMM-HY
- SNMM-HZ
- SNGN
- SNUN
- TN Inserts
- TNMA
- TNMG-MF
- TNMG-MS
- TNMG-MR
- TNMG-PM
- TNMG-ST
- TNMG-MW
- TNMG-SS
- TNMG-HR
- TNMX-01
- VN Inserts
- VNMA
- VNMG-MF
- VNMG-SF
- VNMG-LC
- VNMG-MS
- VNMG-MR
- VNMG-PM
- VNMG-ST
- VNMG-SS
- WN Inserts
- WNMA
- WNMG-MF
- WNMG-SF
- WNMG-LC
- WNMG-MS
- WNMG-PM
- WNMG-MR
- WNMG-ST
- WNMG-MW
- WNMG-SS
- WNMG-HR
- Positive Inserts
- CC Inserts
- CCMW
- CCMT-FP
- CCMT-BO
- CCMT-FM
- CCMT-FK
- CCMT-FW
- CCMT-LM
- CCMT-MP
- CCMT-MM
- CCMT-MK
- CCMT-MW
- CCGT-FS
- CCGT-LN
- DC Inserts
- DCMW
- DCMT-FP
- DCMT-FM
- DCMT-FK
- DCMT-FW
- DCMT-LM
- DCMT-MP
- DCMT-MM
- DCMT-MK
- DCMT-MW
- DCGT-FS
- DCGT-LN
- RC Inserts
- RCMT-CP
- RCMT-ST
- RCMT-RF
- RCMT-RM
- RCMX-ST
- RCMX-RM
- RCMX-RR
- RCGT-LN
- SC Inserts
- SCMW
- SCMT-FP
- SCMT-FM
- SCMT-FK
- SCMT-MP
- SCMT-MM
- SCMT-MK
- SCGT-LN
- SP Inserts
- SPUN
- SPMR-12
- SPMR-13
- TC Inserts
- TCMW
- TCMT-FP
- TCMT-FM
- TCMT-FK
- TCMT-FW
- TCMT-MP
- TCMT-MM
- TCMT-MK
- TCMT-MW
- TCGT-FS
- TCGT-LN
- TP Inserts
- TPUN
- TPMR-12
- TPMR-13
- VB Inserts
- VBMW
- VBMT-FP
- VBMT-FM
- VBMT-FK
- VBMT-MP
- VBMT-MM
- VBMT-MK
- VC Inserts
- VCMW
- VCMT-FP
- VCMT-FM
- VCMT-FK
- VCMT-MP
- VCMT-MM
- VCMT-MK
- VCGT-FS
- VCGT-LN
- PCD Inserts
- PCD Inserts selection
- ISO PCD Inserts code key
- Single Tip
- Negative Inserts
- CNGA Z1
- DNGA Z1
- SNGA Z1
- TNGA Z1
- VNGA Z1
- Positive Inserts
- OVERVIEW
- CCGT Z1
- CCGW Z1
- CPGT Z1
- CPGW Z1
- DCGT Z1
- DCGW Z1
- SCGT Z1
- SCGW Z1
- VCGT Z1
- VCGW Z1
- TCGT Z1
- TCGW Z1
- TPGT Z1
- TPGW Z1
- Full Edge - Positive Inserts
- CCGT FR/FL
- CCGW FR/FL
- TCGT FL
- TCGW FL
- PCD recommended cutting data
- Heavy machinning
- Bar Peeling
- Inserts code key
- Negative Inserts
- INGR-MP
- JNGF-MP
- LNGF-MP
- UNGF-MP
- TNMJ-MP
- TNGM-MP
- TNMM-LH
- XNMJ-MP
- XNMJ-MH
- XNGJ-RP
- WNGJ-MP
- RNMX-MP
- RNMX-RP
- RNMG-ST
- Railway Turning
- Inserts code key
- Negative Inserts
- CNMM-HY
- CNMM-HZ
- SNMM-HY
- SNMM-HZ
- LNUX-RMM
- LNUX-RRM
- LNUX-RHR
- LNUX-RMM-T
- LNUX-RRM-T
- LNUX-RHR-T
- Positive Inserts
- RCMR-RR
- RCMX-ST
- RCMX-RM
- RCMX-RR
- External Toolholders
- External toolholder code key
- Clamping System
- (C) Top Clamping Toolholders
- CKJN 93º
- CKNN 63º
- CSBP 75º
- CSDP 45º
- CSKP 75º
- CSSP 45º
- CSTP 60º
- CTBP 75º
- CTCP N 90º
- CTCP 90º
- CTDP 45º
- CTFP 90º
- CTGP 90º
- CTTP 60º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDJN 93º
- DSSN 45º
- DTGN 90º
- DWLN 95º
- (M) Wedge Clamp Toolholders
- MCLN 95º
- MSSN 45º
- MTEN 60º
- MTJN 93º
- MTNN 63º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDJN-K 93º
- MSSN-K 45º
- MTJN-K 93º
- MVJN-K 93º
- MVQN-K 117º30’
- MVVN-K 72º30’
- MWLN-K 95º
- (P) Lever LockToolholders
- PCBN 75º
- PCFN 90º
- PCKN 75º
- PCLN 95º
- PCMN 50º
- PCSN 45º
- PDJN 93º
- PDNN 63º
- PRDC
- PRSC
- PRSN
- PSBN 75º
- PSDN 45º
- PSKN 75º
- PSSN 45º
- PTDN 45º
- PTFN 90º
- PTGN 90º
- PTTN 60º
- PWLN 95º
- (S) Center Screw Toolholders
- SCAC 90º
- SCLC 95º
- SDJC 93º
- SDNC 62º30’
- SRDC
- SSBC 75º
- SSDC 45º
- SSSC 45º
- STAC 90º
- STDC 45º
- STFC 90º
- STGC 90º
- STJC 93º
- STTC 60º
- SVHC 107º30’
- SVJB 93º
- SVJC 93º
- SVLC 95º
- SVVB 72º30’
- SVVC 72º30’
- SVXC 113º
- SVZC 100º
- Internal Toolholders
- Clamping System
- (C) Top Clamp Toolholders
- CKUN 93º
- CSKP 75º
- CTFP 90º
- CTUP 93º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDUN 93º
- (M) Wedge Clamp Toolholders
- MTUN 93º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDUN-K 93º
- MSKN-K 75º
- MTFN 90º
- MTFN-K 90º
- MVUN-K 93º
- MWLN-K 95º
- (P) Lever Lock Toolholders
- PCKN 75º
- PCLN 95º
- A-PCLN 95º
- PDUN 93º
- A-PDUN 93º
- PDUN 93º-BT
- PSKN 75º
- A-PSKN 75º
- A-PSSN 45º
- PTFN 90º
- A-PTFN 90º
- PWLN 95º
- A-PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- A-SCLC 95º
- E-SCLC 95º
- SCLC N 95º
- SDQC 107º30’
- A-SDQC 107º30’
- SDUC 93º
- A-SDUC 93º
- E-SDUC 93º
- SDUC 93º-BT
- A-SDUC 93º-BT
- SSKC 75º
- A-SSSC 45º
- STFC 90º
- A-STFC 90º
- E-STFC 90º
- STUC 93º
- SVQC 107º30’
- A-SVQC 107º30’
- SVUB 93º
- SVUC 93º
- A-SVUC 93º
- A-SVJC 93º
- Anti-vibrations Toolholders
- BAV | toolholders
- (M) Wedge Clamp Toolholders
- MTUN 93º
- (P) Lever Lock Toolholders
- PCLN 95º
- PDUN 93º
- PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- SDUC 93º
- STFC 90º
- Internal Toolholders Set
- PK SCLC 95º
- PK SDQC 107º30’
- PK SDUC 93º
- PK STFC 90º
- Automatic Lathes
- Automatic Lathes code key
- Overview
- Center Screw System (S)
- SCAC 90º
- SCLC 95º
- SDAC 90º
- SDJC 93º
- SDNC 62º30’
- STJC 93º
- SVAC 90º
- SVJC 93º
- SVVC 72º30’
- Spare Parts
- CHIP BREAKERS
- CLAMPS (C HOLDERS)
- DIFFERENTIALS SCREWS
- LEVERS
- LEVER SCREWS
- LOCK PINS
- SCREWS (TORX)
- SHIMS (V SHAPES)
- SHIMS (W SHAPES)
- SHIMS (KNUX SHAPES)
- SPRINGS
- WEDGE CLAMPS (M HOLDERS)
- WEDGE CLAMPS (M-K HOLDERS)
- WRENCHES (ALLEN)
- WRENCHES (TORKS)
- Technical Data
- Turning Grades
- Comparative Grades Chart
- Comparative Chip-breaker Chart
- Chip-breaker Specifications
- Cutting Speed
- Selection Guide
- Troubleshooting
- Wiper Concept
- GROOVING & PARTING OFF
- Inserts Overview
- Grooving Plus
- Inserts code key
- GP Inserts
- Blades & Toolholders code key
- Blades & Toolholders
- GP Toolholders
- Grooving
- Inserts code key
- Inserts Overview
- Inserts GCMX
- Inserts SANCAR
- Blades code key
- Blades
- Toolholders
- Trigon inserts code key
- Flat grooving inserts
- Full radius grooving inserts
- External toolholder code key
- External toolholder
- Internal toolholder code key
- Internal toolholder
- SAL
- Inserts code key
- Toolholders code key
- Toolholders
- Inserts
- Technical data
- Spare Parts
- Technical Data
- THREADING
- THREAD MILLING
- Inserts code key
- Inserts program
- iso
- un unc, unf, unef, uns
- whit bsw, bsf, bsp
- bspt
- npt
- nptf
- nps
- npsf
- pg din 40430
- unj
- american buttress
- acme
- Tooholders code key
- Multi insert toolholders
- Internal toolholders
- External toolholders
- Single insert toolholders
- wssn-1
- wssn-1 | Long shank
- ecsn-1 | Long carbide shank
- Double insert toolholders
- wssn-2
- Toolholders technical data
- Technical Data
- THREAD TURNING
- Threading - Step by Step Example
- Inserts Overview
- Partial Profile inserts
- Partial Profile code key
- Partial Profile 60º
- Partial profile 55º
- Full Profile inserts
- full profile inserts code key
- ISO METRIC ISO 965-1: 1999-11 | DIN 13: 2005-08
- AMERICAN UN (UNC, UNF, UNEF) | ANSI B1.1-1982
- WITHWORTH FOR BSW, BSF, BSP, B.S.84: 1956, DIN 259, ISO 228-1:1994
- BSPT | B.S.21: 1985
- NPT | ANSI/ASME B 1.20.1-1983
- NPTF | ANSI B 1.20.3-1976
- ROUND (DIN 405) | DIN 405:1997
- ROUND (DIN 20400) | DIN 20400:1990
- TRAPEZ | DIN 103:1977 | ISO 2901:1993
- AMERICAN ACME | ANSI/ASME: 1.5-1988
- STUB ACME | ANSI/ASME: 1.8-1988
- UNJ | MIL-S-8879A
- UNJ | MIL-S-8879A
- MJ | ISO 5855-1:1989
- AMERICAN BUTTRESS | ANSI B1.9-1973
- METRIC BUTTRESS SAGENGEWINDE (DIN 513:1985) SAW THREAD
- API | API SPEC 7:2001 (0.040 | 0.038r | 0.050)
- API | buttress casing | api spec 5b:2008 | oil threads
- API Round Casing & Tubing | API SPEC 5B:2008
- EXTREME LINE CASING | API SPEC 5B:2008 - OIL THREADS
- PG | DIN 40430; 1971
- Tangencial profile inserts
- Tangencial profile code key
- TNMC (Tangencial Inserts)
- TPMC (Tangencial Inserts)
- External Toolholders
- External toolholders code key
- STCN 90º
- SXAN
- Internal Toolholders
- Internal toolholders code key
- STGN 90º
- SXFN
- STGP 90º
- Spare Parts
- Technical Data
- GENERAL TECHNICAL DATA
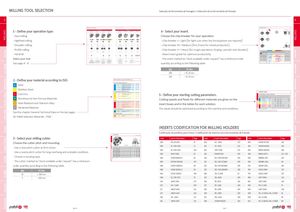
MILLINGOverviewFace millingHifeed millingShoulder millingProfile millingHardmillCenter & ChamferSpot faceEnd MillsSpare partsTechnical Data MILLINGOverviewFace millingHifeed millingShoulder millingProfile millingHardmiller ap L MILLING OverviewFace millingHifeed millingShoulder milling NEWNEW PHS740 PH7603 PH7910 PH7920 PH7930 PH7740 PHM740 PH7920 PH7930 PH7740 PH5705 PH5320 PH5740 PH7910 PH7920 PH7930 PH0910 PDP410 PH7930 PH7740 PH7603 l MILLINGOverviewFace millingHifeed millingShoulder millingProfile millingHardmillCenter & ChamferSpot faceEnd MillsSpare partsTechnical Data F milling tool selection Selecção da ferramenta de fresagem | Selección de la herramienta de fresado A A milling tools overview Guia de ferramentas | Guía de herramientas SNH(K)X 1206 | Inserts | Pastilhas | Plaquitas A 1 - Define your operation type: FACE MILLING CUTTERS FACE MILLING CUTTERSProgramplus 28088plus 90260plus 90845plus 90945Programplus 91245linepro 06045linepro 09945 linepro 00036 4 - Select your insert. SNH(K)X-LP SNH(K)X-MP NEW SNHTX-LP | MP | MK | LN(PHS grade)R Proprietary milling line Proprietary milling line Proprietary milling line Proprietary milling line Proprietary milling line - Face milling Choose the chip-breaker for your operation: iC SSNH(K)X-MKSNHX-LN - Highfeed milling Material P M K P K P M K N S P M K N S Material P M K P M K N P M K N P K - Chip-breaker L= Light (for light cuts when low forces/power are required) Main Main Operation Operation Facing Facing Facing Facing Facing Facing Facing Facing SNHX-W SNHX-W - Shoulder milling Krº 88º 60º 45º 45º Krº 45º 45º 45º 36ºRange(ØDc - mm)50 - 20050 - 16032 - 25050 - 250Range(ØDc - mm)63 - 25050 - 16050 - 25066 - 160- Chip-breaker M = Medium (first choice for mixed production) SN...1206... PN…1105… SN…1206… & ON…0505… SN…1206… SN…1606… & ON…0606… SE…1204… SE…13T3… PD…1204… I Insert Insert - Profile milling - Chip-breaker H = Heavy (for rough operations, forging, cast skin and vibration) P M K N S H CVD PVD CVD PVD CVD PVD UNC PCD PVD PVD Couplings Arbor mounting Arbor mounting Arbor mountingWeldon shank Arbor mounting Couplings Arbor mounting Arbor mounting Arbor mounting Arbour mounting (2) Grade code T9 P7 G1 G4 P3 G6 R1 G4 P3 G6 L5 L6 L9 G1 G4 P3 10 D6 P3 G6 P7 Dimensions(mm) - Hardmill - Select insert grade for optimum productivity (1)Geometry ISOcodeReference iC S I R F1112293SNKX 1206 ANSN-MP12,70 6,359,300,802,00 Other Other Operations OperationsShoulderingSlanted ShoulderSlanted Shoulder Slanted Shoulder Slanted Shoulder Slanted Shoulder Slanted Shoulder Ramp down Helical 1112249 SNKX 1206 ANEN-MK 12,70 6,35 9,30 0,80 2,00 & Chamfer & Chamfer & Chamfer & Chamfer & Chamfer & Chamfer Interpolation 1111452 SNHX 1206 ANEN-LP 12,70 6,35 9,30 0,80 2,00 Select your tool: Page PAG. 46 PAG. 50 PAG. 54 PAG. 58 Page PAG. 62 PAG. 66 PAG. 68 PAG. 72 - The insert marked as “stock available under request” has a minimum order 1111502 SNHX 1206 ANSN-MP1111503SNHX 1206 ANEN-MK 12,70 6,35 9,30 0,80 2,0012,70 6,359,300,802,00 New line for Heavy and Soft face Economical because double sidedIndexable face mills with 8 helicalEconomical because double sidedmillinginserts appliedTwo different geometries for samepocket Low cutting forces 1111504 SNHX 1206 ANFN-LN 12,70 6,35 9,30 0,80 2,00 See page A - 8 cutting edges inserts applied Two different geometries for same Variety of insert geometries is availableFeaturesFor rough to semi-finish with high-efficiency face milling10 coners available improved insertdesign for distribution of cutting forcesCutting edge angle enables performingface milling very close to the sidewallExcellent solution for cast ironpocketInsert geometries available for allapplications materialsfor all applications materialsExcellent surface finishingAvailable in regular and fine pitchExcellent surface finishingcuttersInsert geometries available for allLow cutting forcesSuitable for high-speed machiningFeaturesapplications materialsGood chip flowExcellent chip flowHigh rake angle and low cutting forcesExcellent surface finishingHigh rigidity due to carbide shimAvailable in regular and fine pictchcuttersquantity according to the following table: 1111899 SNHX 1206 ANFN-W* 12,70 6,30 9,30 0,40 7,60First choice | Primeira opção | 1ª opciónStock item | Produto de stock | Itens de stockAvailable under request | Disponível sobre consultaInsert order code = (1) Geometry Code + (2) Grade CodeDisponible bajo consulta* Wiper insert with 2 rights and 2 left-hand cutting edges. Qty *IC Size 300 ≤ IC 25 mm 150 > IC 25 mm 2 - Define your material according to ISO: WORKPIECE MATERIALS - PALBIT SELECTION MATERIALS, PSMMaterial da peça - seleção de materiais Palbit, PSM | Material de la pieza - selección materiales Palbit, PSM Steel, Ferritic and Martensitic Stainless Steel P Steel ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mcStructural steels; ordinary carbon steels with low to1Ck50medium carbon content(<0,5%C); soft carbon steel;<50015000.25free cutting steel. Normal tool steels; harder steels for toughening; P 2 42CrMnNiMo 4 Martensitic stainless steels; Carbon steels with highcarbon content (>0,5%C); Ferritic and martensitic 550<900 1900 0.24 M Stainless Steel stainless steels.Normal tool steels; Harder steels for toughening;3X40CrMoV51Martensitic stainless steels; Difficult tool steels;High-alloy steels with high hardness; Martensitic900<12002000 0.24stainless steels. K Cast IronNAluminium & Non Ferrous Materials Easy-cutting, Austenitic and Duplex Stainless SteelISOPSMMaterial Example Description Rm(N/mm²) kcX(N/mm²) mc LINEPRO 099454X8CrNiS189Easy-cutting stainless steels; Free-cutting stainlesssteels; Calcium-treated stainless steels.17500.22M5X2CrNiMo17122Moderately to difficult stainless steels:Austenitic and duplex.20500.206X2CrNiMoN2253Very difficult stainless steels: Austenitic and duplex.21500.20Cast Iron5 - Define your starting cutting parameters.Cutting speeds and feeds for different materials are given on theARECOMMENDED CUTTING CONDITIONs Vc (m/min) Feed fz (mm/t)ISOPSMMaterialHBWear ResistanceToughness(Brinell)PH0910PH6920PH6740SEHT 13T3SEHW 13T3SEHT 13T3SEHT 13T3AGSNAGFNAGFN-LNAGSN-W1Unalloyed Steel125-220-150-230130-1600,10-0,25--0,10-0,30P2Low-Alloyed Steel220-280-140-220120-1500,10-0,20--0,10-0,30 S Heat Resistent and Titanium Alloy ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mc 3 High-Alloyed Steel 280-380 - 130-180 100-130 0,10-0,20 - - 0,10-0,304SS - Ferritic / Martensitic200-330--100-1200,10-0,20---7GJL-150Medium / hard cast iron; Grey cast iron.11500.22K8GJL-250Low-alloy cast iron; Malleable cast iron;Nodular cast iron.12250.25insert boxes and in the tables for each solution.M5SS - Austenitic / Duplex200-330--80-1100,10-0,20---6SS - Ferritic / Duplex230-260--70-1000,10-0,20---7Malleable Cast Iron130-230-150-280130-2500,10-0,250,10-0,25-0,10-0,30 K 8 Grey Cast Iron 180-245 130-230 110-220 0,10-0,25 0,10-0,25 - 0,10-0,30 H Hardened Material 9 GJL-350 Difficult high-alloy cast iron; Difficult malleable castiron; Nodular cast iron 1470 0.30Aluminium and Non-Ferrouses The values should be optimized according to the machine and conditions. 9 Nodular Cast iron 160-250 80-190 80-170 0,10-0,20 0,10-0,20 - 0,10-0,30N10Aluminium and Non Ferrous30-130350-1400----0,10-0,20-(Note 1) Cutting conditions ae/DC=70% ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mc (Note 2) Cutting conditions should be ajusted according to the machine and work rigidity. See the chapter General Technical Data on the last pages AW7075N10AISi12CuZn37 Aluminium alloys: Low Si Aluminium alloys:High Si Copper alloys (Note 3) If chattering occurs, reduce ap and Vc by 30% and keep the same fz per thooth Heat Resistent Super Alloys ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mc for Palbit Selection Materials - PSM S 11 Inconel 718 Ni-based super-alloysTitanium alloys 3300 0.2414500.23 Please note that the R value is only for selection of the material group and when the material has been heat treatment or other methods inserts codification for milling holders Codificação de pastilhas para fresas | Codificación de insertos para herramientas de fresado PLUS 90945 Proprietary milling line 3 - Select your milling cutter. A dg Code Inserts Description Page Code Inserts Description Page Code Inserts description Page d Choose the cutter pitch and mounting: 000 PD...W 1204 78 200 XP... 0602 125 405 XDHW 10T310 201 Dc - Use a close pitch cutter as first choice Arbor Mounting=45º | p=-6º Dc2 060 SE...T/W 1204 72 201 XP.. 1003 132 410 XDHW 040110 201Order codeCódigoReferenceReferênciaReferenciaDimensions | Dimensões | Dimensiones (mm)SpecificationsInsertØDcØDc2ØdØdgLKgArborAp maxType(mm)PastilhaInsertoStock 181048200 050A90945-04-06-022040 4 50 63 22 48 40 0,424 A 6,0 SN… 1206181067000050A90945-06-06-022040650632248400,415A6,0SN… 1206181048300063A90945-06-06-022040663762252400,575A6,0SN… 1206062SP...T/W 1204162202 XPET 1706 137 450 WNHU 060410 180 - Use a coarse pitch cutter for long overhang and unstable conditions 181067100 063A90945-08-06-022040 8 63 76 22 52 40 0,577 A 6,0 SN… 1206181048400080A90945-07-06-027050780932760500,966B6,0SN… 1206181067200080A90945-10-06-0270501080932760500,950B6,0SN… 1206 181048500 100A90945-08-06-032050 8 100 113 32 80 50 1,667 B 6,0 SN… 1206181067300100A90945-12-06-032050121001133280501,650B6,0SN… 1206 063 POKT 0403 81 245 RDHW 0702 195 490 WNHU 04T3... 111 | 178 181048600 125A90945-10-06-040063 10 125 138 40 90 63 2,890 B 6,0 SN… 1206 - Choose a mouting type 181048700 160A90945-12-06-U040063 12 160 173 40 110 63 4,360 C 6,0 SN… 1206181052800200A90945-14-06-U0600631420021360172638,890C6,0SN… 1206181064700250A90945-16-06-U06006316250263601726311,490C6,0SN… 1206Stock item | Produto de stock | Itens de stockAvailable under request | Disponível sobre consulta | Disponible bajo consulta064SOEW 080310 S85250RD...T/W 1003 MO195500 WNMW 1207 103 - The cutter marked as “stock available under request” has a minimum SPARE PARTS | 065 SPKT/W 08T308 107 251 RD...T/W 12T3MO 195 505 WDMW 1204 98 order quantity according to the following table: 066 SOEW 13M510 S 89 252 RD...T/W 1604MO 195 720 XNHW 1205... 207 Qty *IC Size 068 SOEW 160512 S 94 253 RD...T/W 2006MO 195 760 XDGX 15M5 153 10 ≤ 100 mm 083 VCGX 220530 160 280 SN...U 1206 53 770 XDGX 22M7 157 5 > 100 mm 099 SE...T/W 13T3 75 335 RD...0802 185 900 LNXT 0904 142 150 ADKT 1505 175 336 RP...10T3 185 901 LNXT 1306 145 170 AP...T 1003 165 337 RP...1204 185 902 PN...X 1105 57 171 ANHX 1004 112 338 RP...1605 185 903 LNXT 1506 149 175 ANHX 1204 118 339 RP...2006 185 908 SN...X 1206 & ON...X 0505 61 180 AP... 1604 171 351 RN...1204 189 909 SN...X 1206 65 181 ANHX 1607 121 400 XDHW 060210 201 912 SN...X 1606 & ON...X 0606 69 A-6 A-7