Общий каталог Palbit - страница 400
Навигация
 Общий каталог Palbit 2022
Общий каталог Palbit 2022- General Catalogue
- Index
- NEWS
- MILLING
- Milling tool selection
- Tools Overview
- Inserts Codification
- New grade PHS
- Inserts Overview
- Face Milling
- PLUS 28088
- PLUS 90260
- PLUS 90845
- PLUS 90945
- PLUS 91245
- LINEPRO 06045
- LINEPRO 09945
- LINEPRO 00036
- Hifeed Milling
- PENTA HIFEED 06320
- HIFEED 06410
- HIFEED 06690
- HIFEED 06815
- HIFEED 50560
- HIFEED 50060
- HIFEED 06590
- Shoulder Milling
- PLUS 49090
- PLUS 17190
- PLUS 17590
- PLUS 18190
- LINEPRO 20090
- LINEPRO 20190
- LINEPRO 20290
- TGPLUS 90090
- TGPLUS 90190
- TGPLUS 90390
- ALUPRO 76090
- ALUPRO 77090
- ALUPRO 08390
- LINEPRO 06290
- LINEPRO 17090
- LINEPRO 18090
- LINEPRO 15090
- Profile Milling
- PLUS 49095
- PLUS 45095
- TOROMILL 33590|33690|33790
- TOROMILL 33890|33990
- TOROMILL X2 35190
- TOROMILL 24590|25090|25190
- TOROMILL 25290|25390
- LINEPRO 40095|40595|41095
- Hardmill
- HARDMILL 72090
- Center & Chamfer
- Spot face
- End Mills Carbide
- Straight Flutes PCD
- Solide Carbide End Mills
- Selection Guide for Solid Carbide
- HF30G S/XL
- HB30G S/L
- HB30G L
- HF 45G S
- HC45FL
- HF30HL
- HB30HL
- HC35ML
- HC38AS
- Technical Data
- Troubleshooting
- Spare Parts
- Procedures for clamping screws
- Technical Data
- Milling Grades
- Comparative Grades Chart
- Formulas & calculations
- Troubleshooting
- DRILLING
- Drills Code Key
- Nomenclature
- Overview
- Jet Drills
- Integrex Drills
- Vortex Drills
- Trepanning Drills
- Solid Carbide Drills
- ISO Driling inserts code key
- Inserts
- Spare Parts
- Technical Data
- TURNING
- New turning grades
- ISO Turning Code key
- Negative Inserts Overview
- Positive Inserts Overview
- Negative Inserts
- CN Inserts
- CNMA
- CNMG-SF
- CNMG-LC
- CNMG-MS
- CNMG-MR
- CNMG-PM
- CNMG-ST
- CNMM-RP
- CNMM-HY
- CNMM-HZ
- DN Inserts
- DNMA
- DNMG-MF
- DNMG-SF
- DNMG-LC
- DNMG-MS
- DNMG-MR
- DNMG-PM
- DNMG-ST
- DNMG-MW
- DNMG-SS
- DNMG-HR
- DNMM-RP
- DNMX-02
- DNMX-03
- DNMX-01
- KN Inserts
- KNUX-01
- KNUX-02
- RN Inserts
- RNMA
- RNMG-ST
- SN Inserts
- SNMA
- SNMG-MF
- SNMG-SF
- SNMG-MR
- SNMG-PM
- SNMG-ST
- SNMG-SS
- SNMG-HR
- SNMM-RP
- SNMM-HY
- SNMM-HZ
- SNGN
- SNUN
- TN Inserts
- TNMA
- TNMG-MF
- TNMG-MS
- TNMG-MR
- TNMG-PM
- TNMG-ST
- TNMG-MW
- TNMG-SS
- TNMG-HR
- TNMX-01
- VN Inserts
- VNMA
- VNMG-MF
- VNMG-SF
- VNMG-LC
- VNMG-MS
- VNMG-MR
- VNMG-PM
- VNMG-ST
- VNMG-SS
- WN Inserts
- WNMA
- WNMG-MF
- WNMG-SF
- WNMG-LC
- WNMG-MS
- WNMG-PM
- WNMG-MR
- WNMG-ST
- WNMG-MW
- WNMG-SS
- WNMG-HR
- Positive Inserts
- CC Inserts
- CCMW
- CCMT-FP
- CCMT-BO
- CCMT-FM
- CCMT-FK
- CCMT-FW
- CCMT-LM
- CCMT-MP
- CCMT-MM
- CCMT-MK
- CCMT-MW
- CCGT-FS
- CCGT-LN
- DC Inserts
- DCMW
- DCMT-FP
- DCMT-FM
- DCMT-FK
- DCMT-FW
- DCMT-LM
- DCMT-MP
- DCMT-MM
- DCMT-MK
- DCMT-MW
- DCGT-FS
- DCGT-LN
- RC Inserts
- RCMT-CP
- RCMT-ST
- RCMT-RF
- RCMT-RM
- RCMX-ST
- RCMX-RM
- RCMX-RR
- RCGT-LN
- SC Inserts
- SCMW
- SCMT-FP
- SCMT-FM
- SCMT-FK
- SCMT-MP
- SCMT-MM
- SCMT-MK
- SCGT-LN
- SP Inserts
- SPUN
- SPMR-12
- SPMR-13
- TC Inserts
- TCMW
- TCMT-FP
- TCMT-FM
- TCMT-FK
- TCMT-FW
- TCMT-MP
- TCMT-MM
- TCMT-MK
- TCMT-MW
- TCGT-FS
- TCGT-LN
- TP Inserts
- TPUN
- TPMR-12
- TPMR-13
- VB Inserts
- VBMW
- VBMT-FP
- VBMT-FM
- VBMT-FK
- VBMT-MP
- VBMT-MM
- VBMT-MK
- VC Inserts
- VCMW
- VCMT-FP
- VCMT-FM
- VCMT-FK
- VCMT-MP
- VCMT-MM
- VCMT-MK
- VCGT-FS
- VCGT-LN
- PCD Inserts
- PCD Inserts selection
- ISO PCD Inserts code key
- Single Tip
- Negative Inserts
- CNGA Z1
- DNGA Z1
- SNGA Z1
- TNGA Z1
- VNGA Z1
- Positive Inserts
- OVERVIEW
- CCGT Z1
- CCGW Z1
- CPGT Z1
- CPGW Z1
- DCGT Z1
- DCGW Z1
- SCGT Z1
- SCGW Z1
- VCGT Z1
- VCGW Z1
- TCGT Z1
- TCGW Z1
- TPGT Z1
- TPGW Z1
- Full Edge - Positive Inserts
- CCGT FR/FL
- CCGW FR/FL
- TCGT FL
- TCGW FL
- PCD recommended cutting data
- Heavy machinning
- Bar Peeling
- Inserts code key
- Negative Inserts
- INGR-MP
- JNGF-MP
- LNGF-MP
- UNGF-MP
- TNMJ-MP
- TNGM-MP
- TNMM-LH
- XNMJ-MP
- XNMJ-MH
- XNGJ-RP
- WNGJ-MP
- RNMX-MP
- RNMX-RP
- RNMG-ST
- Railway Turning
- Inserts code key
- Negative Inserts
- CNMM-HY
- CNMM-HZ
- SNMM-HY
- SNMM-HZ
- LNUX-RMM
- LNUX-RRM
- LNUX-RHR
- LNUX-RMM-T
- LNUX-RRM-T
- LNUX-RHR-T
- Positive Inserts
- RCMR-RR
- RCMX-ST
- RCMX-RM
- RCMX-RR
- External Toolholders
- External toolholder code key
- Clamping System
- (C) Top Clamping Toolholders
- CKJN 93º
- CKNN 63º
- CSBP 75º
- CSDP 45º
- CSKP 75º
- CSSP 45º
- CSTP 60º
- CTBP 75º
- CTCP N 90º
- CTCP 90º
- CTDP 45º
- CTFP 90º
- CTGP 90º
- CTTP 60º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDJN 93º
- DSSN 45º
- DTGN 90º
- DWLN 95º
- (M) Wedge Clamp Toolholders
- MCLN 95º
- MSSN 45º
- MTEN 60º
- MTJN 93º
- MTNN 63º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDJN-K 93º
- MSSN-K 45º
- MTJN-K 93º
- MVJN-K 93º
- MVQN-K 117º30’
- MVVN-K 72º30’
- MWLN-K 95º
- (P) Lever LockToolholders
- PCBN 75º
- PCFN 90º
- PCKN 75º
- PCLN 95º
- PCMN 50º
- PCSN 45º
- PDJN 93º
- PDNN 63º
- PRDC
- PRSC
- PRSN
- PSBN 75º
- PSDN 45º
- PSKN 75º
- PSSN 45º
- PTDN 45º
- PTFN 90º
- PTGN 90º
- PTTN 60º
- PWLN 95º
- (S) Center Screw Toolholders
- SCAC 90º
- SCLC 95º
- SDJC 93º
- SDNC 62º30’
- SRDC
- SSBC 75º
- SSDC 45º
- SSSC 45º
- STAC 90º
- STDC 45º
- STFC 90º
- STGC 90º
- STJC 93º
- STTC 60º
- SVHC 107º30’
- SVJB 93º
- SVJC 93º
- SVLC 95º
- SVVB 72º30’
- SVVC 72º30’
- SVXC 113º
- SVZC 100º
- Internal Toolholders
- Clamping System
- (C) Top Clamp Toolholders
- CKUN 93º
- CSKP 75º
- CTFP 90º
- CTUP 93º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDUN 93º
- (M) Wedge Clamp Toolholders
- MTUN 93º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDUN-K 93º
- MSKN-K 75º
- MTFN 90º
- MTFN-K 90º
- MVUN-K 93º
- MWLN-K 95º
- (P) Lever Lock Toolholders
- PCKN 75º
- PCLN 95º
- A-PCLN 95º
- PDUN 93º
- A-PDUN 93º
- PDUN 93º-BT
- PSKN 75º
- A-PSKN 75º
- A-PSSN 45º
- PTFN 90º
- A-PTFN 90º
- PWLN 95º
- A-PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- A-SCLC 95º
- E-SCLC 95º
- SCLC N 95º
- SDQC 107º30’
- A-SDQC 107º30’
- SDUC 93º
- A-SDUC 93º
- E-SDUC 93º
- SDUC 93º-BT
- A-SDUC 93º-BT
- SSKC 75º
- A-SSSC 45º
- STFC 90º
- A-STFC 90º
- E-STFC 90º
- STUC 93º
- SVQC 107º30’
- A-SVQC 107º30’
- SVUB 93º
- SVUC 93º
- A-SVUC 93º
- A-SVJC 93º
- Anti-vibrations Toolholders
- BAV | toolholders
- (M) Wedge Clamp Toolholders
- MTUN 93º
- (P) Lever Lock Toolholders
- PCLN 95º
- PDUN 93º
- PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- SDUC 93º
- STFC 90º
- Internal Toolholders Set
- PK SCLC 95º
- PK SDQC 107º30’
- PK SDUC 93º
- PK STFC 90º
- Automatic Lathes
- Automatic Lathes code key
- Overview
- Center Screw System (S)
- SCAC 90º
- SCLC 95º
- SDAC 90º
- SDJC 93º
- SDNC 62º30’
- STJC 93º
- SVAC 90º
- SVJC 93º
- SVVC 72º30’
- Spare Parts
- CHIP BREAKERS
- CLAMPS (C HOLDERS)
- DIFFERENTIALS SCREWS
- LEVERS
- LEVER SCREWS
- LOCK PINS
- SCREWS (TORX)
- SHIMS (V SHAPES)
- SHIMS (W SHAPES)
- SHIMS (KNUX SHAPES)
- SPRINGS
- WEDGE CLAMPS (M HOLDERS)
- WEDGE CLAMPS (M-K HOLDERS)
- WRENCHES (ALLEN)
- WRENCHES (TORKS)
- Technical Data
- Turning Grades
- Comparative Grades Chart
- Comparative Chip-breaker Chart
- Chip-breaker Specifications
- Cutting Speed
- Selection Guide
- Troubleshooting
- Wiper Concept
- GROOVING & PARTING OFF
- Inserts Overview
- Grooving Plus
- Inserts code key
- GP Inserts
- Blades & Toolholders code key
- Blades & Toolholders
- GP Toolholders
- Grooving
- Inserts code key
- Inserts Overview
- Inserts GCMX
- Inserts SANCAR
- Blades code key
- Blades
- Toolholders
- Trigon inserts code key
- Flat grooving inserts
- Full radius grooving inserts
- External toolholder code key
- External toolholder
- Internal toolholder code key
- Internal toolholder
- SAL
- Inserts code key
- Toolholders code key
- Toolholders
- Inserts
- Technical data
- Spare Parts
- Technical Data
- THREADING
- THREAD MILLING
- Inserts code key
- Inserts program
- iso
- un unc, unf, unef, uns
- whit bsw, bsf, bsp
- bspt
- npt
- nptf
- nps
- npsf
- pg din 40430
- unj
- american buttress
- acme
- Tooholders code key
- Multi insert toolholders
- Internal toolholders
- External toolholders
- Single insert toolholders
- wssn-1
- wssn-1 | Long shank
- ecsn-1 | Long carbide shank
- Double insert toolholders
- wssn-2
- Toolholders technical data
- Technical Data
- THREAD TURNING
- Threading - Step by Step Example
- Inserts Overview
- Partial Profile inserts
- Partial Profile code key
- Partial Profile 60º
- Partial profile 55º
- Full Profile inserts
- full profile inserts code key
- ISO METRIC ISO 965-1: 1999-11 | DIN 13: 2005-08
- AMERICAN UN (UNC, UNF, UNEF) | ANSI B1.1-1982
- WITHWORTH FOR BSW, BSF, BSP, B.S.84: 1956, DIN 259, ISO 228-1:1994
- BSPT | B.S.21: 1985
- NPT | ANSI/ASME B 1.20.1-1983
- NPTF | ANSI B 1.20.3-1976
- ROUND (DIN 405) | DIN 405:1997
- ROUND (DIN 20400) | DIN 20400:1990
- TRAPEZ | DIN 103:1977 | ISO 2901:1993
- AMERICAN ACME | ANSI/ASME: 1.5-1988
- STUB ACME | ANSI/ASME: 1.8-1988
- UNJ | MIL-S-8879A
- UNJ | MIL-S-8879A
- MJ | ISO 5855-1:1989
- AMERICAN BUTTRESS | ANSI B1.9-1973
- METRIC BUTTRESS SAGENGEWINDE (DIN 513:1985) SAW THREAD
- API | API SPEC 7:2001 (0.040 | 0.038r | 0.050)
- API | buttress casing | api spec 5b:2008 | oil threads
- API Round Casing & Tubing | API SPEC 5B:2008
- EXTREME LINE CASING | API SPEC 5B:2008 - OIL THREADS
- PG | DIN 40430; 1971
- Tangencial profile inserts
- Tangencial profile code key
- TNMC (Tangencial Inserts)
- TPMC (Tangencial Inserts)
- External Toolholders
- External toolholders code key
- STCN 90º
- SXAN
- Internal Toolholders
- Internal toolholders code key
- STGN 90º
- SXFN
- STGP 90º
- Spare Parts
- Technical Data
- GENERAL TECHNICAL DATA
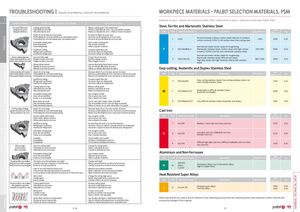
threadingThread milling - InsertsThread milling - ToolholdersThread turning - OverviewThread turning - InsertsThread turning - ToolholdersThread turning - Spare PartsTechnical Data general technical data TROUBLESHOOTING | Solução de problemas | Solución de problemas WORKPIECE MATERIALS - PALBIT SELECTION MATERIALS, PSM E Material da peça - seleção de materiais Palbit, PSM | Material de la pieza - selección materiales Palbit, PSM Problem | Problema Possible Cause | Causa Possível | Causa Possible Solution | Solução | Solucíon Increased flank wear • Cutting speed too high • Reduce cutting speed / Use coated insert Steel, Ferritic and Martensitic Stainless Steel Desgaste da aresta • Velocidade de corte altaDesgaste del flanco• Alta velocidad de corte • Reduza a velocidade de corte / Use uma pastilha revestida• Reducir la velocidad de corte / Utilice un inserto recubiertoISOPSMMaterial Example Description Rm(N/mm²) kcX(N/mm²) mc • Depth of cut too low/ too many passes • Increase the depth of cut per pass • Profundidade de corte demasiado baixa / demasiados passos • Aumente a profundidade de corte por passo• Profundidad de corte demasiado baja / demasiados pasos• Aumento de la profundidad de corte por paso1Ck50Structural steels; ordinary carbon steels with low to mediumcarbon content(<0,5%C); soft carbon steel; free cutting steel.<50015000.25 • Unsuitable carbide grade • Use a coated carbide grade • Grau desajustado • Use um grau revestido • Grado desajustado • Utilice un grado recubierto Normal tool steels; harder steels for toughening; • Insufficient cooling • Increase coolant flow rate P 2 42CrMnNiMo 4 Martensitic stainless steels; Carbon steels with high carbon 550<900 1900 0.24 • Refrigeração insuficiente • Aumente o fluxo de refrigeração content (>0,5%C); Ferritic and martensitic stainless steels. • Insuficiente refrigeración • Aumentar el flujo de refrigeración Normal tool steels; Harder steels for toughening; Uneven cutting edge wear • Incorrect helix angle • Choose the correct anvilDeformação da aresta de corte• Ângulo da helice incorrecto• Escolha o ângulo correctoDeformación del flanco de corte• Ángulo de hélice incorrecta• Elija el ángulo correcto3X40CrMoV51Martensitic stainless steels; Difficult tool steels;High-alloy steels with high hardness; Martensitic stainless900<120020000.24steels. • Wrong infeed method • Use the Alternating Flank Infeed method • Método de avanço incorrecto • Use um método alternativo de avanço• Método incorrecto de avance• Utilizar un método alternativo de avanceEasy-cutting, Austenitic and Duplex Stainless Steel Extreme plastic deformation • Depth of cut too large • Decrease depth of cut / Increase number of passesDeformação plástica extrema• Profundidade de corte demasiado larga• Diminua a profundidade de corte / Aumente o número de passosDeformación plástica extrema• Profundidad de corte demasiado grande• Reducir la profundidad de corte / Aumentar el número de pasosISOPSMMaterial ExampleDescriptionRm(N/mm²)kcX(N/mm²)mc • Insufficient cooling • Increase coolant flow rate• Refrigeração insuficiente• Aumente o fluxo de refrigeração• Insuficiente refrigeración• Aumentar el flujo de refrigeración4X8CrNiS189Easy-cutting stainless steels; Free-cutting stainless steels; Cal-cium-treated stainless steels.17500.22 • Cutting speed too high • Reduce cutting speed • Velocidade de corte alta • Reduza a velocidade de corte• Alta velocidad de corte• Reducir la velocidad de corteM 5 X2CrNiMo17122 Moderately to difficult stainless steels:Austenitic and duplex. 2050 0.20 • Unsuitable carbide grade • Use a tougher carbide • Grau não aconselhável • Use um grau mais macio • Grado no es aconsejable • Usar un grado más suave • Nose radius too small • Use an insert with a larger radius, if possible 6 X2CrNiMoN2253 Very difficult stainless steels: Austenitic and duplex. 2150 0.20 • Raio demasiado pequeno • Use uma pastilha com um raio mais largo, se possível • Radio demasiado pequeño • Utilice un inserto con un radio más amplio, si es posible Cutting edge breakage • Depth of cut too largeQuebra da aresta de cortex• Profundidade de corte demasiado larga• Decrease depth of cut / Increase number of passes• Diminua a profundidade de corte / Aumente o numero de passosCast Iron Rotura del flanco de corte • Profundidad de corte demasiado grande • Reducir la profundidad de corte / Aumentar el número de pasos • Extreme plastic deformation • Use a tougher carbide• Deformação plástica extrema• Use um grau mais macio ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mc • Deformacíon plastica extrema • Usar un grado más suave • Insufficient cooling • Increase flow rate and/ or correct flow direction 7 GJL-150 Medium / hard cast iron; Grey cast iron. 1150 0.22 • Refrigeração insuficiente • Aumento o fluxo ou melhore o direcionamento da refrigeração • Insuficiente refrigeración • Aumentar o mejorar la dirección del flujo de la refrigeración • Unsuitable carbide grade • Use a tougher carbide• Grau não aconselhável• Use um grau mais macio• Grado no es aconsejable• Usar un grado más suaveK8GJL-250 Low-alloy cast iron; Malleable cast iron;Nodular cast iron. 1225 0.25 • Instability • Check stability of the system • Instabilidade • Verifique a estabilidade do sistema • Inestabilidad • Compruebe la estabilidad del sistemaBuilt-up edge• Incorrect cutting speed• Change the cutting speed 9 GJL-350 Difficult high-alloy cast iron; Difficult malleable cast iron; Nod-ular cast iron 1470 0.30 Aresta postiça • Velocidade de corte incorrecta • Altere a velocidade de corte Filos recrescidos • Velocidad de corte incorrecta • Cambiar la velocidad de corte • Unsuitable carbide grade • Use a coated carbide Aluminium and Non-Ferrouses • Grau não aconselhável • Utilize um grau revestido• Grado no es aconsejable• Utilice un grado recubierto ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mc Thread profile is too shallow • The tool is not at the workpiece axis height • Change tool heightPerfil da rosca muito irregular• A pastilha não está a maquinar a crista da rosca• Altere o posicionamento em altura da ferramentaPerfil de la rosca muy irregular• El inserto no está mecanizando• Cambiar la posición en la altura de la herramienta• Insert is not machining the thread crest• Measure the workpiece diameterAW7075N10AISi12CuZn37Aluminium alloys: Low Si Aluminium alloys:High Si Copper alloys • A ferramenta não está posicionada correctamente • Medir o diâmetro correcto da peça de trabalho • La herramienta no está colocada correctamente a cresta de la rosca • Medir el diámetro de la pieza de trabajo• Worn insert• Change the cutting edge soonerHeat Resistent Super Alloys • Pastilha gasta• Inserto pasado • Mudar antecipadamente a aresta de corte• Cambiar el flanco de corte en antecipo ISO PSM Material Example Description Rm(N/mm²) kcX(N/mm²) mc Thread profile is too shallow • Cutting speed too low • Increase cutting speed Má qualidade superfície • Velocidade de corte baixa • Aumente a velocidade de corteAcabado de superficie malo• Velocidad de corte baja• Aumentar la velocidad de corteS11Inconel 718 Ni-based super-alloysTitanium alloys 3300 0.2414500.23 • Wrong anvil • Choose correct anvil • Colchão errado • Escolha um colchão mais apropriado • Colchón cambiado • Elija un colchón más apropiado • Flank infeed method is not appropriate • Use the alternate flank or radial infeed method Please note that the Rm value is only for selection of the material group and when the material has been heat treatment or other methods that • Posição de avanço inapropriada • Use um método de flanqueamento ou radial alternativo increase the strength of the material. • Posición de avance inadecuada • Utilice un método flanqueamento o radial alternativo E - 796 797