Общий каталог Palbit - страница 326
Навигация
 Общий каталог Palbit 2022
Общий каталог Palbit 2022- General Catalogue
- Index
- NEWS
- MILLING
- Milling tool selection
- Tools Overview
- Inserts Codification
- New grade PHS
- Inserts Overview
- Face Milling
- PLUS 28088
- PLUS 90260
- PLUS 90845
- PLUS 90945
- PLUS 91245
- LINEPRO 06045
- LINEPRO 09945
- LINEPRO 00036
- Hifeed Milling
- PENTA HIFEED 06320
- HIFEED 06410
- HIFEED 06690
- HIFEED 06815
- HIFEED 50560
- HIFEED 50060
- HIFEED 06590
- Shoulder Milling
- PLUS 49090
- PLUS 17190
- PLUS 17590
- PLUS 18190
- LINEPRO 20090
- LINEPRO 20190
- LINEPRO 20290
- TGPLUS 90090
- TGPLUS 90190
- TGPLUS 90390
- ALUPRO 76090
- ALUPRO 77090
- ALUPRO 08390
- LINEPRO 06290
- LINEPRO 17090
- LINEPRO 18090
- LINEPRO 15090
- Profile Milling
- PLUS 49095
- PLUS 45095
- TOROMILL 33590|33690|33790
- TOROMILL 33890|33990
- TOROMILL X2 35190
- TOROMILL 24590|25090|25190
- TOROMILL 25290|25390
- LINEPRO 40095|40595|41095
- Hardmill
- HARDMILL 72090
- Center & Chamfer
- Spot face
- End Mills Carbide
- Straight Flutes PCD
- Solide Carbide End Mills
- Selection Guide for Solid Carbide
- HF30G S/XL
- HB30G S/L
- HB30G L
- HF 45G S
- HC45FL
- HF30HL
- HB30HL
- HC35ML
- HC38AS
- Technical Data
- Troubleshooting
- Spare Parts
- Procedures for clamping screws
- Technical Data
- Milling Grades
- Comparative Grades Chart
- Formulas & calculations
- Troubleshooting
- DRILLING
- Drills Code Key
- Nomenclature
- Overview
- Jet Drills
- Integrex Drills
- Vortex Drills
- Trepanning Drills
- Solid Carbide Drills
- ISO Driling inserts code key
- Inserts
- Spare Parts
- Technical Data
- TURNING
- New turning grades
- ISO Turning Code key
- Negative Inserts Overview
- Positive Inserts Overview
- Negative Inserts
- CN Inserts
- CNMA
- CNMG-SF
- CNMG-LC
- CNMG-MS
- CNMG-MR
- CNMG-PM
- CNMG-ST
- CNMM-RP
- CNMM-HY
- CNMM-HZ
- DN Inserts
- DNMA
- DNMG-MF
- DNMG-SF
- DNMG-LC
- DNMG-MS
- DNMG-MR
- DNMG-PM
- DNMG-ST
- DNMG-MW
- DNMG-SS
- DNMG-HR
- DNMM-RP
- DNMX-02
- DNMX-03
- DNMX-01
- KN Inserts
- KNUX-01
- KNUX-02
- RN Inserts
- RNMA
- RNMG-ST
- SN Inserts
- SNMA
- SNMG-MF
- SNMG-SF
- SNMG-MR
- SNMG-PM
- SNMG-ST
- SNMG-SS
- SNMG-HR
- SNMM-RP
- SNMM-HY
- SNMM-HZ
- SNGN
- SNUN
- TN Inserts
- TNMA
- TNMG-MF
- TNMG-MS
- TNMG-MR
- TNMG-PM
- TNMG-ST
- TNMG-MW
- TNMG-SS
- TNMG-HR
- TNMX-01
- VN Inserts
- VNMA
- VNMG-MF
- VNMG-SF
- VNMG-LC
- VNMG-MS
- VNMG-MR
- VNMG-PM
- VNMG-ST
- VNMG-SS
- WN Inserts
- WNMA
- WNMG-MF
- WNMG-SF
- WNMG-LC
- WNMG-MS
- WNMG-PM
- WNMG-MR
- WNMG-ST
- WNMG-MW
- WNMG-SS
- WNMG-HR
- Positive Inserts
- CC Inserts
- CCMW
- CCMT-FP
- CCMT-BO
- CCMT-FM
- CCMT-FK
- CCMT-FW
- CCMT-LM
- CCMT-MP
- CCMT-MM
- CCMT-MK
- CCMT-MW
- CCGT-FS
- CCGT-LN
- DC Inserts
- DCMW
- DCMT-FP
- DCMT-FM
- DCMT-FK
- DCMT-FW
- DCMT-LM
- DCMT-MP
- DCMT-MM
- DCMT-MK
- DCMT-MW
- DCGT-FS
- DCGT-LN
- RC Inserts
- RCMT-CP
- RCMT-ST
- RCMT-RF
- RCMT-RM
- RCMX-ST
- RCMX-RM
- RCMX-RR
- RCGT-LN
- SC Inserts
- SCMW
- SCMT-FP
- SCMT-FM
- SCMT-FK
- SCMT-MP
- SCMT-MM
- SCMT-MK
- SCGT-LN
- SP Inserts
- SPUN
- SPMR-12
- SPMR-13
- TC Inserts
- TCMW
- TCMT-FP
- TCMT-FM
- TCMT-FK
- TCMT-FW
- TCMT-MP
- TCMT-MM
- TCMT-MK
- TCMT-MW
- TCGT-FS
- TCGT-LN
- TP Inserts
- TPUN
- TPMR-12
- TPMR-13
- VB Inserts
- VBMW
- VBMT-FP
- VBMT-FM
- VBMT-FK
- VBMT-MP
- VBMT-MM
- VBMT-MK
- VC Inserts
- VCMW
- VCMT-FP
- VCMT-FM
- VCMT-FK
- VCMT-MP
- VCMT-MM
- VCMT-MK
- VCGT-FS
- VCGT-LN
- PCD Inserts
- PCD Inserts selection
- ISO PCD Inserts code key
- Single Tip
- Negative Inserts
- CNGA Z1
- DNGA Z1
- SNGA Z1
- TNGA Z1
- VNGA Z1
- Positive Inserts
- OVERVIEW
- CCGT Z1
- CCGW Z1
- CPGT Z1
- CPGW Z1
- DCGT Z1
- DCGW Z1
- SCGT Z1
- SCGW Z1
- VCGT Z1
- VCGW Z1
- TCGT Z1
- TCGW Z1
- TPGT Z1
- TPGW Z1
- Full Edge - Positive Inserts
- CCGT FR/FL
- CCGW FR/FL
- TCGT FL
- TCGW FL
- PCD recommended cutting data
- Heavy machinning
- Bar Peeling
- Inserts code key
- Negative Inserts
- INGR-MP
- JNGF-MP
- LNGF-MP
- UNGF-MP
- TNMJ-MP
- TNGM-MP
- TNMM-LH
- XNMJ-MP
- XNMJ-MH
- XNGJ-RP
- WNGJ-MP
- RNMX-MP
- RNMX-RP
- RNMG-ST
- Railway Turning
- Inserts code key
- Negative Inserts
- CNMM-HY
- CNMM-HZ
- SNMM-HY
- SNMM-HZ
- LNUX-RMM
- LNUX-RRM
- LNUX-RHR
- LNUX-RMM-T
- LNUX-RRM-T
- LNUX-RHR-T
- Positive Inserts
- RCMR-RR
- RCMX-ST
- RCMX-RM
- RCMX-RR
- External Toolholders
- External toolholder code key
- Clamping System
- (C) Top Clamping Toolholders
- CKJN 93º
- CKNN 63º
- CSBP 75º
- CSDP 45º
- CSKP 75º
- CSSP 45º
- CSTP 60º
- CTBP 75º
- CTCP N 90º
- CTCP 90º
- CTDP 45º
- CTFP 90º
- CTGP 90º
- CTTP 60º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDJN 93º
- DSSN 45º
- DTGN 90º
- DWLN 95º
- (M) Wedge Clamp Toolholders
- MCLN 95º
- MSSN 45º
- MTEN 60º
- MTJN 93º
- MTNN 63º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDJN-K 93º
- MSSN-K 45º
- MTJN-K 93º
- MVJN-K 93º
- MVQN-K 117º30’
- MVVN-K 72º30’
- MWLN-K 95º
- (P) Lever LockToolholders
- PCBN 75º
- PCFN 90º
- PCKN 75º
- PCLN 95º
- PCMN 50º
- PCSN 45º
- PDJN 93º
- PDNN 63º
- PRDC
- PRSC
- PRSN
- PSBN 75º
- PSDN 45º
- PSKN 75º
- PSSN 45º
- PTDN 45º
- PTFN 90º
- PTGN 90º
- PTTN 60º
- PWLN 95º
- (S) Center Screw Toolholders
- SCAC 90º
- SCLC 95º
- SDJC 93º
- SDNC 62º30’
- SRDC
- SSBC 75º
- SSDC 45º
- SSSC 45º
- STAC 90º
- STDC 45º
- STFC 90º
- STGC 90º
- STJC 93º
- STTC 60º
- SVHC 107º30’
- SVJB 93º
- SVJC 93º
- SVLC 95º
- SVVB 72º30’
- SVVC 72º30’
- SVXC 113º
- SVZC 100º
- Internal Toolholders
- Clamping System
- (C) Top Clamp Toolholders
- CKUN 93º
- CSKP 75º
- CTFP 90º
- CTUP 93º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDUN 93º
- (M) Wedge Clamp Toolholders
- MTUN 93º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDUN-K 93º
- MSKN-K 75º
- MTFN 90º
- MTFN-K 90º
- MVUN-K 93º
- MWLN-K 95º
- (P) Lever Lock Toolholders
- PCKN 75º
- PCLN 95º
- A-PCLN 95º
- PDUN 93º
- A-PDUN 93º
- PDUN 93º-BT
- PSKN 75º
- A-PSKN 75º
- A-PSSN 45º
- PTFN 90º
- A-PTFN 90º
- PWLN 95º
- A-PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- A-SCLC 95º
- E-SCLC 95º
- SCLC N 95º
- SDQC 107º30’
- A-SDQC 107º30’
- SDUC 93º
- A-SDUC 93º
- E-SDUC 93º
- SDUC 93º-BT
- A-SDUC 93º-BT
- SSKC 75º
- A-SSSC 45º
- STFC 90º
- A-STFC 90º
- E-STFC 90º
- STUC 93º
- SVQC 107º30’
- A-SVQC 107º30’
- SVUB 93º
- SVUC 93º
- A-SVUC 93º
- A-SVJC 93º
- Anti-vibrations Toolholders
- BAV | toolholders
- (M) Wedge Clamp Toolholders
- MTUN 93º
- (P) Lever Lock Toolholders
- PCLN 95º
- PDUN 93º
- PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- SDUC 93º
- STFC 90º
- Internal Toolholders Set
- PK SCLC 95º
- PK SDQC 107º30’
- PK SDUC 93º
- PK STFC 90º
- Automatic Lathes
- Automatic Lathes code key
- Overview
- Center Screw System (S)
- SCAC 90º
- SCLC 95º
- SDAC 90º
- SDJC 93º
- SDNC 62º30’
- STJC 93º
- SVAC 90º
- SVJC 93º
- SVVC 72º30’
- Spare Parts
- CHIP BREAKERS
- CLAMPS (C HOLDERS)
- DIFFERENTIALS SCREWS
- LEVERS
- LEVER SCREWS
- LOCK PINS
- SCREWS (TORX)
- SHIMS (V SHAPES)
- SHIMS (W SHAPES)
- SHIMS (KNUX SHAPES)
- SPRINGS
- WEDGE CLAMPS (M HOLDERS)
- WEDGE CLAMPS (M-K HOLDERS)
- WRENCHES (ALLEN)
- WRENCHES (TORKS)
- Technical Data
- Turning Grades
- Comparative Grades Chart
- Comparative Chip-breaker Chart
- Chip-breaker Specifications
- Cutting Speed
- Selection Guide
- Troubleshooting
- Wiper Concept
- GROOVING & PARTING OFF
- Inserts Overview
- Grooving Plus
- Inserts code key
- GP Inserts
- Blades & Toolholders code key
- Blades & Toolholders
- GP Toolholders
- Grooving
- Inserts code key
- Inserts Overview
- Inserts GCMX
- Inserts SANCAR
- Blades code key
- Blades
- Toolholders
- Trigon inserts code key
- Flat grooving inserts
- Full radius grooving inserts
- External toolholder code key
- External toolholder
- Internal toolholder code key
- Internal toolholder
- SAL
- Inserts code key
- Toolholders code key
- Toolholders
- Inserts
- Technical data
- Spare Parts
- Technical Data
- THREADING
- THREAD MILLING
- Inserts code key
- Inserts program
- iso
- un unc, unf, unef, uns
- whit bsw, bsf, bsp
- bspt
- npt
- nptf
- nps
- npsf
- pg din 40430
- unj
- american buttress
- acme
- Tooholders code key
- Multi insert toolholders
- Internal toolholders
- External toolholders
- Single insert toolholders
- wssn-1
- wssn-1 | Long shank
- ecsn-1 | Long carbide shank
- Double insert toolholders
- wssn-2
- Toolholders technical data
- Technical Data
- THREAD TURNING
- Threading - Step by Step Example
- Inserts Overview
- Partial Profile inserts
- Partial Profile code key
- Partial Profile 60º
- Partial profile 55º
- Full Profile inserts
- full profile inserts code key
- ISO METRIC ISO 965-1: 1999-11 | DIN 13: 2005-08
- AMERICAN UN (UNC, UNF, UNEF) | ANSI B1.1-1982
- WITHWORTH FOR BSW, BSF, BSP, B.S.84: 1956, DIN 259, ISO 228-1:1994
- BSPT | B.S.21: 1985
- NPT | ANSI/ASME B 1.20.1-1983
- NPTF | ANSI B 1.20.3-1976
- ROUND (DIN 405) | DIN 405:1997
- ROUND (DIN 20400) | DIN 20400:1990
- TRAPEZ | DIN 103:1977 | ISO 2901:1993
- AMERICAN ACME | ANSI/ASME: 1.5-1988
- STUB ACME | ANSI/ASME: 1.8-1988
- UNJ | MIL-S-8879A
- UNJ | MIL-S-8879A
- MJ | ISO 5855-1:1989
- AMERICAN BUTTRESS | ANSI B1.9-1973
- METRIC BUTTRESS SAGENGEWINDE (DIN 513:1985) SAW THREAD
- API | API SPEC 7:2001 (0.040 | 0.038r | 0.050)
- API | buttress casing | api spec 5b:2008 | oil threads
- API Round Casing & Tubing | API SPEC 5B:2008
- EXTREME LINE CASING | API SPEC 5B:2008 - OIL THREADS
- PG | DIN 40430; 1971
- Tangencial profile inserts
- Tangencial profile code key
- TNMC (Tangencial Inserts)
- TPMC (Tangencial Inserts)
- External Toolholders
- External toolholders code key
- STCN 90º
- SXAN
- Internal Toolholders
- Internal toolholders code key
- STGN 90º
- SXFN
- STGP 90º
- Spare Parts
- Technical Data
- GENERAL TECHNICAL DATA
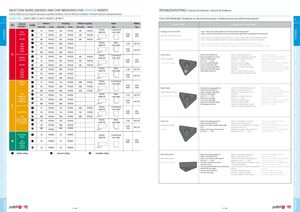
turningInsert selectionOverviewNegative insertsPositive insertsPCD insertsHeavy machiningExternal ToolholdersInternal ToolholdersAutomatic LathesSpare PartsTechnical Data turningInsert selectionOverviewNegative insertsPositive insertsPCD insertsHeavy machiningExternal ToolholdersInternal ToolholdersAutomatic LathesSpare PartsTechnical Data SELECTION GUIDE (GRADES AND CHIP-BREAKERS) for positive inserts TROUBLESHOOTING | Solução De Problemas | Solución De Problemas Guia De Seleção (Graus E Quebra-Aparas) para pastilhas positivas | Guía De Selección (Calidades Y Rompevirutas) para plaquitas positivas C SINGle Side …CMT’s, BMT’s, CGT’s, RCMX’s, RCMT’S Tool life problems | Problemas na vida útil da ferramenta | Problemas con la vida útil de la herramienta C ISO MaterialWorkplace Medium RoughingStabilityChip-breakerGradeChip-breakerGradeMedium roughingChip-breakerGrade Insert HoldersTypeType Problem | Problema Possible Solution | Solução | Solución Grey FK PH5705 MK PH5705 MK PH5705 Positivesingle side Conventionalnose radius • Breakage or too short tool life • Step 1. Reduce the cutting conditions (first feed rate, then cutting depth). cast iron FK PH5705 MK PH5705 MK PH5320 #CMT S##C • Step 2. Look at the wear pattern on the insert and use the table below as a guideline for improvement.#BMTS##B• Rotura ou vida útil muito curta HB 220 MK PH5320 MK PH5320 MK PH5320 x° • Passo 1. Reduza as condições de corte (primeiro o avanço / rotação depois a profundidade de corte).• Rotura o vida de la herramienta demasiado corto•Passo 2. Verique o desgaste da pastilha e use as recomendações abaixo para otimizar a operação. DINGG15GG25GG35KNodular FW PH5705 MW PH5320 - - Positivesingle side Wipernose radiusCCMT S##C 95ºFWPH5705MWPH5320--MWPH5320MWPH5320--x°DCMTTCMTS##C 93ºFKPH5705MKPH5320MKPH5320Positivesingle sideConventionalnose radiusCast IronFKPH5705MKPH5320MKPH5320#CMTS##C#BMTS##B• Insert fracture• Fratura da Pastilha• Fractura de la Plaquita•Paso 1. Reducir las condiciones de corte (primero el avance, después la profundidad de corte).•Paso 2. Comprobar el patrón de desgaste en la plaquita y usar la siguiente tabla como guía para la mejora.• Reduce the feed rate (Fn).•Reduza o avanço/rotação (Fn).•Reducir el avance (Fn).• Reduce the depth of cut (Ap).•Reduza a profundidade de corte (Ap).•Reducir la profundidad de corte (Ap).• Select a tougher grade•Selecione uma classe mais tenaz•Seleccionar una calidad más tenaz(ex: P10 -> ... -> P40).(ex: P10 -> ... -> P40).(ex: P10 -> ... -> P40).• Use a more rigid toolholder.•Use um suporte mais rigido.•Utilice un portaherramientas más rígido. HB 220 MK PH5320 MK PH5320 MK PH5320 x° • Increase nose radius (Re). • Aumente o raio de canto (Re). • Aumente el radio de punta (Re). DINGG15 FW PH5705 MW PH5320 - - Positivesingle side Wipernose radiusCCMT S##C 95ºGG25FWPH5705MWPH5320--GG35MWPH5320MWPH5320--x°DCMTTCMTS##C 93º • Select a stronger chipbreaker. • Selecione um quebra-aparas mais • Seleccionar un rompevirutas más robusto.• Reduce the toolholder length.resistente.•Reducir la longitud del portaherramientas.• Select larger shank size.•Reduza o comprimento do suporte.•Elija un ancho de vara superior.•Escolha uma largura de haste superior. TitaniumAlloys FS PH7910 FM PH7910 MM PH7920 Positivesingle side Conventionalnose radiusFMPH7920MMPH7920MMPH7920#CMTS##C#BMTS##B • Edge chipping • Increase the cutting speed (Vc). • Aumente a velocidade de corte (Vc). • Reducir el ángulo de ataque. MM PH7920 MM PH7920 MM PH7920 x° • Reduce the feed rate (Fn). • Reduza o avanço/rotação (Fn). • Aumentar aristas redondeadas.• Fragmentação da aresta• Select a stronger chipbreaker.•Selecione um quebra-aparas mais•Reducir la longitud del portaherramientas. DINTiAl5Sn2.5 FW PH7920 FW PH7920 - - Positivesingle side Wipernose radiusCCMT S##C 95º • Fragmentación de la arista • Select a tougher grade resistente. • Elija un ancho de vara superior.(ex: P10 -> ... -> P40).•Selecione uma classe mais tenaz•Aumentar la velocidad de corte (Vc). TiAl6V4TiAl6V4ELIS FW PH7920 MW PH7920 - -MWPH7920MWPH7920-- x° DCMTTCMT S##C 93ºFSPH7910FMPH7910MMPH7920Positivesingle sideConventionalnose radius • Reduce the rake angle. (ex: P10 -> ... -> P40). • Reducir el avance (Fn).• Increase horning edges.•Diminua o ângulo de ataque.•Seleccionar un rompevirutas más robusto.• Reduce the toolholder length.•Aumente arestas boleadas.•Seleccionar una calidad más tenaz• Select larger shank size.•Reduza o comprimento do suporte.(ex: P10 -> ... -> P40).•Escolha uma largura de haste superior. Super alloys FM PH7920 FM PH7920 FM PH7920 #CMT S##C#BMTS##B DIN MM PH7920 MM PH7920 MM PH7920 x° NiCr19Co11MoTiNiFe35Cr14MoTiCoCr20W15NiFW PH7920 FW PH7920 - - Positivesingle side Wipernose radiusCCMT S##C 95º • Notch wear • Reduce the cutting speed (Vc). • Reduza a velocidade de corte (Vc). • Reducir la velocidad de corte (Vc).• Reduce the feed rate (Fn).•Reduza o avanço/rotação (Fn).•Reducir el avance (Fn). FW PH7920 MW PH7920 - -MWPH7920MWPH7920-- x° DCMTTCMT S##C 93º • Desgaste de entalhe• Mellado • Select a tool with a smaller setting angle • Selecione uma ferramenta com um ângulo • Seleccionar una herramienta con un ángulo(Krº).de posição menor (Krº).de posición menor (Krº).• Select a more wear-resistant grade•Selecione uma classe mais resistente ao•Seleccionar una calidad más resistente al (ex: P40 -> ... -> P10). desgaste (ex: P40 -> ... -> P10). desgaste (ex: P40 -> ... -> P10). Aluminium LN PH0910 LN PH0910 - - Positive Conventional Alloys single side nose radius N DIN LN PH0910 LN PH0910 - -AW7075 #CMT S##C#BMTS##B AISi12 CuZn37 LN PH0910 LN PH0910 - - x° Stable cutting General cutting Unstable cutting • Plastic deformation • Reduce the cutting speed (Vc). • Reduza a velocidade de corte (Vc). • Reducir la velocidad de corte (Vc). • Reduce the feed rate (Fn). • Reduza o avanço/rotação (Fn). • Reducir el avance (Fn). • Deformação plástica • Select a more wear-resistant grade • Selecione uma classe mais resistente ao • Seleccionar una calidad más resistente al (ex: P40 -> ... -> P10). desgaste (ex: P40 -> ... -> P10). desgaste (ex: P40 -> ... -> P10). • Deformación plástica • Use more coolant and correct it • Utilize refrigeração em abundância e corrija • Usar abundante caudal de refrigerante y volume/accuracy. o seu volume/precisão. corregir el volumen / precisión. • Choose grade with better heat conductivity. • Escolha um grau com melhor condutividade • Elija un grado con una mejor conductividad • Increase the rake angle. térmica. térmica. • Increase nose radius (Re). • Aumente o ângulo de ataque. • Aumente el ángulo de ataque. • Increase relief angle. • Aumente o raio de canto (Re). • Aumente el radio de punta (Re). • Aumente o ângulo de alívio superior. • Aumente el ángulo de alivio superior. C - 648 C- 649