Общий каталог Palbit - страница 119
Навигация
 Общий каталог Palbit 2022
Общий каталог Palbit 2022- General Catalogue
- Index
- NEWS
- MILLING
- Milling tool selection
- Tools Overview
- Inserts Codification
- New grade PHS
- Inserts Overview
- Face Milling
- PLUS 28088
- PLUS 90260
- PLUS 90845
- PLUS 90945
- PLUS 91245
- LINEPRO 06045
- LINEPRO 09945
- LINEPRO 00036
- Hifeed Milling
- PENTA HIFEED 06320
- HIFEED 06410
- HIFEED 06690
- HIFEED 06815
- HIFEED 50560
- HIFEED 50060
- HIFEED 06590
- Shoulder Milling
- PLUS 49090
- PLUS 17190
- PLUS 17590
- PLUS 18190
- LINEPRO 20090
- LINEPRO 20190
- LINEPRO 20290
- TGPLUS 90090
- TGPLUS 90190
- TGPLUS 90390
- ALUPRO 76090
- ALUPRO 77090
- ALUPRO 08390
- LINEPRO 06290
- LINEPRO 17090
- LINEPRO 18090
- LINEPRO 15090
- Profile Milling
- PLUS 49095
- PLUS 45095
- TOROMILL 33590|33690|33790
- TOROMILL 33890|33990
- TOROMILL X2 35190
- TOROMILL 24590|25090|25190
- TOROMILL 25290|25390
- LINEPRO 40095|40595|41095
- Hardmill
- HARDMILL 72090
- Center & Chamfer
- Spot face
- End Mills Carbide
- Straight Flutes PCD
- Solide Carbide End Mills
- Selection Guide for Solid Carbide
- HF30G S/XL
- HB30G S/L
- HB30G L
- HF 45G S
- HC45FL
- HF30HL
- HB30HL
- HC35ML
- HC38AS
- Technical Data
- Troubleshooting
- Spare Parts
- Procedures for clamping screws
- Technical Data
- Milling Grades
- Comparative Grades Chart
- Formulas & calculations
- Troubleshooting
- DRILLING
- Drills Code Key
- Nomenclature
- Overview
- Jet Drills
- Integrex Drills
- Vortex Drills
- Trepanning Drills
- Solid Carbide Drills
- ISO Driling inserts code key
- Inserts
- Spare Parts
- Technical Data
- TURNING
- New turning grades
- ISO Turning Code key
- Negative Inserts Overview
- Positive Inserts Overview
- Negative Inserts
- CN Inserts
- CNMA
- CNMG-SF
- CNMG-LC
- CNMG-MS
- CNMG-MR
- CNMG-PM
- CNMG-ST
- CNMM-RP
- CNMM-HY
- CNMM-HZ
- DN Inserts
- DNMA
- DNMG-MF
- DNMG-SF
- DNMG-LC
- DNMG-MS
- DNMG-MR
- DNMG-PM
- DNMG-ST
- DNMG-MW
- DNMG-SS
- DNMG-HR
- DNMM-RP
- DNMX-02
- DNMX-03
- DNMX-01
- KN Inserts
- KNUX-01
- KNUX-02
- RN Inserts
- RNMA
- RNMG-ST
- SN Inserts
- SNMA
- SNMG-MF
- SNMG-SF
- SNMG-MR
- SNMG-PM
- SNMG-ST
- SNMG-SS
- SNMG-HR
- SNMM-RP
- SNMM-HY
- SNMM-HZ
- SNGN
- SNUN
- TN Inserts
- TNMA
- TNMG-MF
- TNMG-MS
- TNMG-MR
- TNMG-PM
- TNMG-ST
- TNMG-MW
- TNMG-SS
- TNMG-HR
- TNMX-01
- VN Inserts
- VNMA
- VNMG-MF
- VNMG-SF
- VNMG-LC
- VNMG-MS
- VNMG-MR
- VNMG-PM
- VNMG-ST
- VNMG-SS
- WN Inserts
- WNMA
- WNMG-MF
- WNMG-SF
- WNMG-LC
- WNMG-MS
- WNMG-PM
- WNMG-MR
- WNMG-ST
- WNMG-MW
- WNMG-SS
- WNMG-HR
- Positive Inserts
- CC Inserts
- CCMW
- CCMT-FP
- CCMT-BO
- CCMT-FM
- CCMT-FK
- CCMT-FW
- CCMT-LM
- CCMT-MP
- CCMT-MM
- CCMT-MK
- CCMT-MW
- CCGT-FS
- CCGT-LN
- DC Inserts
- DCMW
- DCMT-FP
- DCMT-FM
- DCMT-FK
- DCMT-FW
- DCMT-LM
- DCMT-MP
- DCMT-MM
- DCMT-MK
- DCMT-MW
- DCGT-FS
- DCGT-LN
- RC Inserts
- RCMT-CP
- RCMT-ST
- RCMT-RF
- RCMT-RM
- RCMX-ST
- RCMX-RM
- RCMX-RR
- RCGT-LN
- SC Inserts
- SCMW
- SCMT-FP
- SCMT-FM
- SCMT-FK
- SCMT-MP
- SCMT-MM
- SCMT-MK
- SCGT-LN
- SP Inserts
- SPUN
- SPMR-12
- SPMR-13
- TC Inserts
- TCMW
- TCMT-FP
- TCMT-FM
- TCMT-FK
- TCMT-FW
- TCMT-MP
- TCMT-MM
- TCMT-MK
- TCMT-MW
- TCGT-FS
- TCGT-LN
- TP Inserts
- TPUN
- TPMR-12
- TPMR-13
- VB Inserts
- VBMW
- VBMT-FP
- VBMT-FM
- VBMT-FK
- VBMT-MP
- VBMT-MM
- VBMT-MK
- VC Inserts
- VCMW
- VCMT-FP
- VCMT-FM
- VCMT-FK
- VCMT-MP
- VCMT-MM
- VCMT-MK
- VCGT-FS
- VCGT-LN
- PCD Inserts
- PCD Inserts selection
- ISO PCD Inserts code key
- Single Tip
- Negative Inserts
- CNGA Z1
- DNGA Z1
- SNGA Z1
- TNGA Z1
- VNGA Z1
- Positive Inserts
- OVERVIEW
- CCGT Z1
- CCGW Z1
- CPGT Z1
- CPGW Z1
- DCGT Z1
- DCGW Z1
- SCGT Z1
- SCGW Z1
- VCGT Z1
- VCGW Z1
- TCGT Z1
- TCGW Z1
- TPGT Z1
- TPGW Z1
- Full Edge - Positive Inserts
- CCGT FR/FL
- CCGW FR/FL
- TCGT FL
- TCGW FL
- PCD recommended cutting data
- Heavy machinning
- Bar Peeling
- Inserts code key
- Negative Inserts
- INGR-MP
- JNGF-MP
- LNGF-MP
- UNGF-MP
- TNMJ-MP
- TNGM-MP
- TNMM-LH
- XNMJ-MP
- XNMJ-MH
- XNGJ-RP
- WNGJ-MP
- RNMX-MP
- RNMX-RP
- RNMG-ST
- Railway Turning
- Inserts code key
- Negative Inserts
- CNMM-HY
- CNMM-HZ
- SNMM-HY
- SNMM-HZ
- LNUX-RMM
- LNUX-RRM
- LNUX-RHR
- LNUX-RMM-T
- LNUX-RRM-T
- LNUX-RHR-T
- Positive Inserts
- RCMR-RR
- RCMX-ST
- RCMX-RM
- RCMX-RR
- External Toolholders
- External toolholder code key
- Clamping System
- (C) Top Clamping Toolholders
- CKJN 93º
- CKNN 63º
- CSBP 75º
- CSDP 45º
- CSKP 75º
- CSSP 45º
- CSTP 60º
- CTBP 75º
- CTCP N 90º
- CTCP 90º
- CTDP 45º
- CTFP 90º
- CTGP 90º
- CTTP 60º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDJN 93º
- DSSN 45º
- DTGN 90º
- DWLN 95º
- (M) Wedge Clamp Toolholders
- MCLN 95º
- MSSN 45º
- MTEN 60º
- MTJN 93º
- MTNN 63º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDJN-K 93º
- MSSN-K 45º
- MTJN-K 93º
- MVJN-K 93º
- MVQN-K 117º30’
- MVVN-K 72º30’
- MWLN-K 95º
- (P) Lever LockToolholders
- PCBN 75º
- PCFN 90º
- PCKN 75º
- PCLN 95º
- PCMN 50º
- PCSN 45º
- PDJN 93º
- PDNN 63º
- PRDC
- PRSC
- PRSN
- PSBN 75º
- PSDN 45º
- PSKN 75º
- PSSN 45º
- PTDN 45º
- PTFN 90º
- PTGN 90º
- PTTN 60º
- PWLN 95º
- (S) Center Screw Toolholders
- SCAC 90º
- SCLC 95º
- SDJC 93º
- SDNC 62º30’
- SRDC
- SSBC 75º
- SSDC 45º
- SSSC 45º
- STAC 90º
- STDC 45º
- STFC 90º
- STGC 90º
- STJC 93º
- STTC 60º
- SVHC 107º30’
- SVJB 93º
- SVJC 93º
- SVLC 95º
- SVVB 72º30’
- SVVC 72º30’
- SVXC 113º
- SVZC 100º
- Internal Toolholders
- Clamping System
- (C) Top Clamp Toolholders
- CKUN 93º
- CSKP 75º
- CTFP 90º
- CTUP 93º
- (D) Dimple Lock Toolholders
- DCLN 95º
- DDUN 93º
- (M) Wedge Clamp Toolholders
- MTUN 93º
- MWLN 95º
- (M-K) Double Lock Toolholders
- MCLN-K 95º
- MDUN-K 93º
- MSKN-K 75º
- MTFN 90º
- MTFN-K 90º
- MVUN-K 93º
- MWLN-K 95º
- (P) Lever Lock Toolholders
- PCKN 75º
- PCLN 95º
- A-PCLN 95º
- PDUN 93º
- A-PDUN 93º
- PDUN 93º-BT
- PSKN 75º
- A-PSKN 75º
- A-PSSN 45º
- PTFN 90º
- A-PTFN 90º
- PWLN 95º
- A-PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- A-SCLC 95º
- E-SCLC 95º
- SCLC N 95º
- SDQC 107º30’
- A-SDQC 107º30’
- SDUC 93º
- A-SDUC 93º
- E-SDUC 93º
- SDUC 93º-BT
- A-SDUC 93º-BT
- SSKC 75º
- A-SSSC 45º
- STFC 90º
- A-STFC 90º
- E-STFC 90º
- STUC 93º
- SVQC 107º30’
- A-SVQC 107º30’
- SVUB 93º
- SVUC 93º
- A-SVUC 93º
- A-SVJC 93º
- Anti-vibrations Toolholders
- BAV | toolholders
- (M) Wedge Clamp Toolholders
- MTUN 93º
- (P) Lever Lock Toolholders
- PCLN 95º
- PDUN 93º
- PWLN 95º
- (S) Center Screw Toolholders
- SCLC 95º
- SDUC 93º
- STFC 90º
- Internal Toolholders Set
- PK SCLC 95º
- PK SDQC 107º30’
- PK SDUC 93º
- PK STFC 90º
- Automatic Lathes
- Automatic Lathes code key
- Overview
- Center Screw System (S)
- SCAC 90º
- SCLC 95º
- SDAC 90º
- SDJC 93º
- SDNC 62º30’
- STJC 93º
- SVAC 90º
- SVJC 93º
- SVVC 72º30’
- Spare Parts
- CHIP BREAKERS
- CLAMPS (C HOLDERS)
- DIFFERENTIALS SCREWS
- LEVERS
- LEVER SCREWS
- LOCK PINS
- SCREWS (TORX)
- SHIMS (V SHAPES)
- SHIMS (W SHAPES)
- SHIMS (KNUX SHAPES)
- SPRINGS
- WEDGE CLAMPS (M HOLDERS)
- WEDGE CLAMPS (M-K HOLDERS)
- WRENCHES (ALLEN)
- WRENCHES (TORKS)
- Technical Data
- Turning Grades
- Comparative Grades Chart
- Comparative Chip-breaker Chart
- Chip-breaker Specifications
- Cutting Speed
- Selection Guide
- Troubleshooting
- Wiper Concept
- GROOVING & PARTING OFF
- Inserts Overview
- Grooving Plus
- Inserts code key
- GP Inserts
- Blades & Toolholders code key
- Blades & Toolholders
- GP Toolholders
- Grooving
- Inserts code key
- Inserts Overview
- Inserts GCMX
- Inserts SANCAR
- Blades code key
- Blades
- Toolholders
- Trigon inserts code key
- Flat grooving inserts
- Full radius grooving inserts
- External toolholder code key
- External toolholder
- Internal toolholder code key
- Internal toolholder
- SAL
- Inserts code key
- Toolholders code key
- Toolholders
- Inserts
- Technical data
- Spare Parts
- Technical Data
- THREADING
- THREAD MILLING
- Inserts code key
- Inserts program
- iso
- un unc, unf, unef, uns
- whit bsw, bsf, bsp
- bspt
- npt
- nptf
- nps
- npsf
- pg din 40430
- unj
- american buttress
- acme
- Tooholders code key
- Multi insert toolholders
- Internal toolholders
- External toolholders
- Single insert toolholders
- wssn-1
- wssn-1 | Long shank
- ecsn-1 | Long carbide shank
- Double insert toolholders
- wssn-2
- Toolholders technical data
- Technical Data
- THREAD TURNING
- Threading - Step by Step Example
- Inserts Overview
- Partial Profile inserts
- Partial Profile code key
- Partial Profile 60º
- Partial profile 55º
- Full Profile inserts
- full profile inserts code key
- ISO METRIC ISO 965-1: 1999-11 | DIN 13: 2005-08
- AMERICAN UN (UNC, UNF, UNEF) | ANSI B1.1-1982
- WITHWORTH FOR BSW, BSF, BSP, B.S.84: 1956, DIN 259, ISO 228-1:1994
- BSPT | B.S.21: 1985
- NPT | ANSI/ASME B 1.20.1-1983
- NPTF | ANSI B 1.20.3-1976
- ROUND (DIN 405) | DIN 405:1997
- ROUND (DIN 20400) | DIN 20400:1990
- TRAPEZ | DIN 103:1977 | ISO 2901:1993
- AMERICAN ACME | ANSI/ASME: 1.5-1988
- STUB ACME | ANSI/ASME: 1.8-1988
- UNJ | MIL-S-8879A
- UNJ | MIL-S-8879A
- MJ | ISO 5855-1:1989
- AMERICAN BUTTRESS | ANSI B1.9-1973
- METRIC BUTTRESS SAGENGEWINDE (DIN 513:1985) SAW THREAD
- API | API SPEC 7:2001 (0.040 | 0.038r | 0.050)
- API | buttress casing | api spec 5b:2008 | oil threads
- API Round Casing & Tubing | API SPEC 5B:2008
- EXTREME LINE CASING | API SPEC 5B:2008 - OIL THREADS
- PG | DIN 40430; 1971
- Tangencial profile inserts
- Tangencial profile code key
- TNMC (Tangencial Inserts)
- TPMC (Tangencial Inserts)
- External Toolholders
- External toolholders code key
- STCN 90º
- SXAN
- Internal Toolholders
- Internal toolholders code key
- STGN 90º
- SXFN
- STGP 90º
- Spare Parts
- Technical Data
- GENERAL TECHNICAL DATA
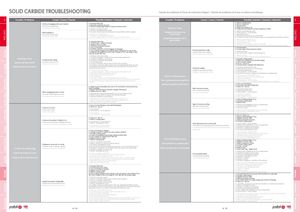
MILLINGOverviewFace millingHifeed millingShoulder millingProfile millingHardmillCenter & ChamferSpot faceEnd MillsSpare partsTechnical Data MILLINGOverviewFace millingHifeed millingShoulder millingProfile millingHardmillCenter & ChamferSpot faceEnd MillsSpare partsTechnical Data solid carbide TROUBLESHOOTING Solução de problemas de fresas de metal duro integral | Solución de problemas de fresas en carburo monobloque A Trouble | Problema Cause | Causa | Fuente Possible Solution | Solução | Solución Trouble | Problema Cause | Causa | Fuente Possible Solution | Solução | Solución A • At time of engaging with work material• No ínicio da maquinação • 1. Decrease feed rate.• 2. Decrease projection amount.• 3. Shorten cutting edge length to required minimum limit.• Al principio del mecanizado• 1. Diminuir a taxa de avanço.Rapid tool wear • 1. Reduce cutting speed.• 2. Up cut - Down cut• 3. Increase feed.• 4. Utilize wet cutting or air.• 5. If reground tool, improve surface roughness of flank. • 2. Diminuir quantidade de projeção.• When ending cut• 3. Encurtar comprimento da aresta de corte para limite mínimo exigido.Desgaste prematuro da• No final da maquinação• Al final del mecanizado• 1. Diminuir a taxa de avanço.• 2. Disminuir la cantidad de proyección.• 3. Acortar la longitud de la arista de corte para el límite mínimo.ferramentaDesgaste prematuro de la• 1. Decrease feed rate.herramienta• 2. Control wear - replace tool early.• 3. Replace chuck or collet.• 4. Decrease projection amount.• 1. Reducir la velocidad de corte.• 2. Corte Superior - Corte Inferior.• 3. Aumentar avanço.• 4. Utilize fluído de corte ou ar comprimido.• 5. Se utilizar uma ferramenta afiada, melhora a rugosidade da superfície ou flanco.• 1. Reducir la velocidad de corte.• 2. Corte Superior - Corte Inferior.• 3. Aumento del avance.• 4. Utilice corte en mojado o el aire comprimido.• 5. Se utiliza una herramienta afilada, mejora la rugosidad de la superficie o arista. • 5. Carry out honing. • 1. Decrease feed. • 6. If 4 flute, reduce to 2 flute (clogging of chipping).• 7. If dry cutting change to wet cutting utilize cutting fluid. In case of wetcutting flow oil supplied from the front, change to from rear angle of sidetop. Use ample with rate.• 1. Diminuir a taxa de avanço.Breaking of tool• During normal cutting• 2. Controlar desgaste - substituir ferramenta atempadamente.• 3. Substitua mandril ou porta-pinça.• 4. Diminuir quantidade de projeção• Surface is good but rough• 2. In case using 2 flute, increse to 4 flute.• Superfície boa mas irregular• Buena superficie, pero irregular• 1. Diminuir avanço.• 2. No caso de usar 2 hélices, aumentar para 4.• 1. Reducir avance.• 2. En caso de utilizar 2 filos de corte, aumentar para 4.• 1. Increase cutting speed.• 2. Utilize wet cutting air blow (ample supply). Quebra da ferramenta • Durante o corte normal• Durante el corte normal • 5. Criar boleamento• 6. Se tiver 4 navalhas, reduzir para 2 (obstrução da apara).• 7. Se utilizou corte seco alterar para corte com utilização de fluído. No caso • 3. Carry out fine honing.• 4. Up cut - Down cut.• 5. Increase feed or enlarge finish allowance. Ruptura de la herramienta de utilização de fluído frontal, alterar para utilização do fornecimento dofluído pela parte traseira. • Small chip welding • 1. Aumente velocidade de corte.• 2. Utilize fluído de corte e ar comprimido. • 1. Diminuir a taxa de avanço. • Soldadura de pequenas aparas • 3. Aumentar boleamento. • 2. Controlar Desgaste - substituir herramienta atempadamente.• 3. Reemplace plato o el portaherramienta. • Soldadura de pequeñas virutas • 4. Corte Superior - Corte Inferior.• 5. Aumento o avanço ou alargue as tolerâncias no acabamento. • 4. Disminuir la cantidad de proyección.• 5. Crear redondeo. Inferior finished surface• 6. Si 4 hélices, reducir a 2 hélices (obstrucción de viruta).• 7. Si se utiliza corte en seco cambie para corte con uso del fluido. En caso de eluso de frente de fluido cambie para suministro de fluido desde la parteFraco acabamento da superfícietrasera.• 1. Aumento de la velocidad de corte.• 2. Utilice fluidos de corte y aire comprimido.• 3. Aumentar redondeo.• 4. Corte Superior - Corte Inferior.• 5. Aumente el avance o ampliación de las tolerancias en el acabado. Acabado superficial deficiente • 1. Carry out fine honing.• 2. Use water insoluble cutting fluid. • 1. Utilize circular interpolation (in case of NC machine) or temporarily stop • 3. Down cut - Up cut. feed (Dowelling).• 2. Reduce feed rate before and after change of directions.• When changing direction of feed• 3. Replace chuck or collect.• Ao mudar do direcção do avanço• Al cambiar la dirección de avance• 1. Utilização de interpolação helicoidal ( no caso de máquina CNC).• 2. Reduzir avanço antes ou depois de mudar de direcção.• 3. Substitua mandril ou porta-pinças.• With transverse streaks• 1. Aumentar boleamento.• Com as raias transversais• 2. Utilize fluídos de corte.• Con rayas transversales• 3. Corte Inferior - Corte Superior.• 1. Aumentar redondeo.• 2. Utilice fluidos de corte.• 3. Corte Inferior - Corte Superior. • 1. Utilización de interpolación helicoidal (para máquina CNC).• 2. Reducir avance antes o después de cambiar de dirección.• 3. Reemplace plato o el portaherramienta. • 1. Reduce finishing depth of cut.• 2. Increase cutting speed.• 3. Reduce feed. • 1. Carry out chamfering or nose with hand lapper.• Fracture of corners• 2. Down cut - Up cut.• Fratura dos cantos• Fratura dos cantos• 1. Criar chanfro.• 2. Corte inferior - Corte Superior.• 1. Criar chanfro.• Signs of excessive cutting• 1. Reduzir profundidade de corte no acabamento.• Sinais de corte excessivo• 2. Aumente velocidade de corte.• Señales de corte excesivo• 3. Diminuir avanço.• 1. Reducir la profundidad de corte en el acabado.• 2. Aumento de la velocidad de corte.• 3. Reducir avance. • 2. Corte inferior - Corte Superior. • 1. Up cut - Down cut. • 1. Down cut - Up cut.• Fracture at boundary of depth of cut• 2. Reduce cutting speed.• Fratura no limite de profundidade de corte• 1. Corte inferior - Corte Superior.• 2. Reduzir velocidade de corte.• Fractura en el límite de profundidad de corte• 1. Corte inferior - Corte Superior.• 2. Reducir la velocidad de corte.• 2. Reduce finishing depth of cut.• 3. Replace chuck or collet.• 4. Reduce projection amount.• 5. Increase cutting speed.• Finish dimensions are on minus side• 1. Corte Superior - Corte Inferior.• Dimensões do acabamento estão inferiores ao previsto• Las dimensiones del acabado están terminando abajo de• 2. Reduzir profundidade de corte no acabamento.• 3. Substitua mandril ou porta-pinça.• 4. Diminuir quantidade de projeção. • 1. Carry out honing or enlarge. lo esperado • 5. Aumentar velocidade de corte. • 2. Change number of rotation (in case machine vibrates). • 1. Corte Superior - Corte Inferior. • 3. Increase cutting speed. • 2. Reducir la profundidad de corte en el acabado. • 4. In ease of squeaking noise during cutting, increase feed. • 3. Reemplace plato o el portaherramienta. • 5. It dry cutting use cutting fluid or blow air. • 4. Disminuir la cantidad de proyección. • 6. Replace chuck or collet.• 7. Reduce cutting speed. Poor machining accuracy • 5. Aumento de la velocidad de corte.• 1. Reduce finishing depth of cut. • 1. Criar ou aumentar boleamento.• Chipping at center part or overall• 2. Alterar rotação (no caso da maquina vibrar).• 3. Aumentar velocidade de corte.Fraca precisão na maquinação• Esmilhar na parte central ou global• 4. No caso de barulho de esmagamento durante o corte, aumentar avanço.Fracture of cutting edge• Astillado en parte central o general• 5. Se estiver a maquinar a seco, utilizar fluído de corte ou ar comprimido.• 6. Substitua mandril ou porta-pinça.Pobre precisión en el mecanizado• 2. Replace chuck or collet.• 3. Reduce projection amont.• 4. Increase cutting speed.• 5. 2 Flute - 4 Flute.• 6. Reduce feed.• 7. Check wear rate - Replace tool. • 7. Reduzir velocidade de corte. • 1. Reduzir profundidade de corte no acabamento. Fratura da aresta de corte • 1. Crear o aumentar redondeo.• 2. Cambie la rotación (en el caso de la máquina vibrar).Fractura de la arista de corte• 3. Aumento de la velocidad de corte.• 4. En el caso de ruido de trituración durante el corte, aumentar avance.• 5. Si mecanizado en seco, utilizar un fluido de corte o aire comprimido.• 6. Reemplace plato o el portaherramienta.• Poor perpendicufarity• 2. Substitua mandril ou porta-pinça.• 3. Diminuir quantidade de projeção.• Fraca perpendicularidade• 4. Aumentar velocidade de corte.• Fraca perpendicularidade• 5. 2 hélices - 4 hélices.• 6. Diminuir avanço.• 7. Verifique o desgaste - Substitua a ferramenta. • 7. Reducir la velocidad de corte. • 1. Reducir la profundidad de corte en el acabado. • 2. Reemplace plato o el portaherramienta. • 1. Decrease feed rate. • 3. Disminuir la cantidad de proyección. • 2. If 4 flute reduce to 2 flute. • 4. Aumento de la velocidad de corte. • 3. Carry out honing or enlarge. • 5. 2 hélices - 4 hélices. • 4. Replace chuck or collet. • 6. Reducir avance. • 5. Reduce cutting speed. • 7. Revise el desgaste Reemplace la herramienta. • 6. If dry cutting, change to wet cutting. In case oil supply in wet cutting is fromthe front, change to rear at an angle or from side top. Use ample supply. • 1. Increase feed rate (in case over 0.05 mm/Zahn, try reducing).• 2. Change cutting speed. • 1. Diminuir a taxa de avanço.• 2. Se tiver 4 navalhas, reduzir para 2 (obstrução da apara).• Large fracturing of cutting edge• 3. Criar ou aumentar boleamento.• 4. Substitua mandril ou porta-pinça. • 3. Replace chuck or collet.• 4. Reduce projection amount.• 5. Use 2 flute cutter for rough cutting and 4 flute for finishing.• 6. Down cut - Up cut. • Grande fratura da aresta de corte • 5. Reduzir velocidade de corte.• Gran fractura de la arista de corte• 6. Se utilizou corte seco alterar para corte com utilização de fluído. No casode utilização de fluído frontal, alterar para utilização do fornecimento do fluídopela parte traseira. Use amplo fornecimento de fluído de corte.• 1. Aumente o avanço (no caso de mais de 0,05 mm / Zahn, tente reduzir).• 2. Alterar velocidade de corte.• 3. Substitua mandril ou porta-pinça.• 4. Diminuir quantidade de projeção. • 1. Disminuir la velocidad de avance.• 2. Si 4 hélices, reducir a 2 hélices (obstrucción de viruta) • 5. Usar 2 hélices para desbaste e 4 para acabamento.• 6. Corte Inferior - Corte Superior. • 3. Crear o aumentar redondeo.• 4. Reemplace plato o el portaherramienta.• 5. Reducir la velocidad de corte.• 6. Si se utiliza corte en seco cambie para corte con uso del fluido. En caso de eluso de frente de fluido cambie para suministro de fluido desde la partetrasera. Utilice amplio suministro.• 1. Aumento del avance (en caso de más de 0,05 mm / Zahn, intente reducir).• 2. Cambie de la velocidad de corte.• 3. Reemplace plato o el portaherramienta.• 4. Disminuir la cantidad de proyección• 5. Utilice 2 filos de corte para desbaste y 4 para acabado.• 6. Corte Inferior - Corte Superior. A - 234 A - 235