Каталог Sumitomo пластины с кубическим нитридом бора Sumiboron - страница 7
Навигация
 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal- L001
- L002
- L003
- L004
- L005
- L006
- L007
- L008
- L009
- L010
- L011
- L012
- L013
- L014
- L015
- L016
- L017
- L018
- L019
- L020
- L021
- L022
- L023
- L024
- L025
- L026
- L027
- L028
- L029
- L030
- L031
- L032
- L033
- L034
- L035
- L036
- L037
- L038
- L039
- L040
- L041
- L042
- L043
- L044
- L045
- L046
- L047
- L048
- L049
- L050
- L051
- L052
- L053
- L054
- L055
- L056
- L057
- L058
- L059
- L060
- L061
- L062
- L063
- L064
- L065
- L066
- L067
- L068
- L069
- L070
- L071
- L072
- L073
- L074
- L075
- L076
- L077
- L078
- L079
- L080
- L081
- L082
- L083
- L084
- L085
- L086
- L087
- L088
- L089
- L090
- L091
- L092
- L093
- L094
- L095
- L096
- L097
- L098
- L099
- L100
- L101
- L102
- L103
- L104
- L105
- L106
- L107
- L108
- L109
- L110
- L111
- L112
- L113
- L114
- L115
- L116
- L117
- L118
- L119
- L120
- L121
- L122
- L123
- L124
- L125
- L126
SUMIBORON/Coated SUMIBORON
K
Cast Iron Guidance for SUMIBORON Grades
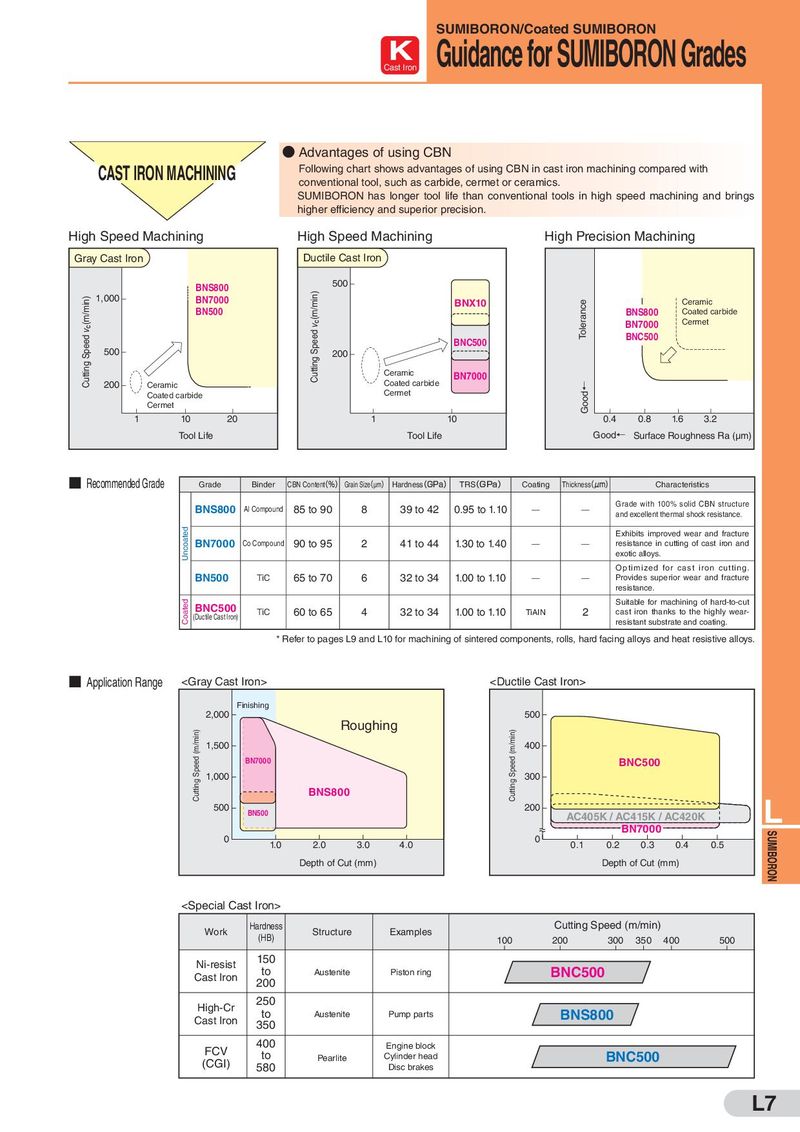
● Advantages of using CBN
CAST IRON MACHINING Following chart shows advantages of using CBN in cast iron machining compared with
conventional tool, such as carbide, cermet or ceramics.
SUMIBORON has longer tool life than conventional tools in high speed machining and brings
higher efficiency and superior precision.
High Speed Machining High Speed Machining High Precision Machining
Gray Cast Iron Ductile Cast Iron
BNS800 500
Cutting Speed vC(m/min)
1,000 BN7000
Cutting Speed vC(m/min)
BNX10 Ceramic
Tolerance
BN500 BNS800 Coated carbide
BN7000 Cermet
BNC500
BNC500
500 200
Ceramic BN7000
200 Coated carbide
Good←
Ceramic
Coated carbide Cermet
Cermet
1 10 20 1 10 0.4 0.8 1.6 3.2
Tool Life Tool Life Good← Surface Roughness Ra (μm)
■ Recommended Grade Grade Binder CBN Content(%) Grain Size(μm) Hardness(GPa) TRS(GPa) Coating Thickness(μm) Characteristics
Grade with 100% solid CBN structure
BNS800 AI Compound 85 to 90 8 39 to 42 0.95 to 1.10 ̶ ̶
and excellent thermal shock resistance.
Uncoated
Exhibits improved wear and fracture
BN7000 Co Compound 90 to 95 2 41 to 44 1.30 to 1.40 ̶ ̶ resistance in cutting of cast iron and
exotic alloys.
Optimized for cast iron cutting.
BN500 TiC 65 to 70 6 32 to 34 1.00 to 1.10 ̶ ̶ Provides superior wear and fracture
resistance.
Suitable for machining of hard-to-cut
Coated
BNC500 TiC 60 to 65 4 32 to 34 1.00 to 1.10 TiAIN 2 cast iron thanks to the highly wear-
(Ductile Cast Iron)
resistant substrate and coating.
* Refer to pages L9 and L10 for machining of sintered components, rolls, hard facing alloys and heat resistive alloys.
■ Application Range