Каталог Sumitomo пластины с кубическим нитридом бора Sumiboron - страница 100
Навигация
 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal- L001
- L002
- L003
- L004
- L005
- L006
- L007
- L008
- L009
- L010
- L011
- L012
- L013
- L014
- L015
- L016
- L017
- L018
- L019
- L020
- L021
- L022
- L023
- L024
- L025
- L026
- L027
- L028
- L029
- L030
- L031
- L032
- L033
- L034
- L035
- L036
- L037
- L038
- L039
- L040
- L041
- L042
- L043
- L044
- L045
- L046
- L047
- L048
- L049
- L050
- L051
- L052
- L053
- L054
- L055
- L056
- L057
- L058
- L059
- L060
- L061
- L062
- L063
- L064
- L065
- L066
- L067
- L068
- L069
- L070
- L071
- L072
- L073
- L074
- L075
- L076
- L077
- L078
- L079
- L080
- L081
- L082
- L083
- L084
- L085
- L086
- L087
- L088
- L089
- L090
- L091
- L092
- L093
- L094
- L095
- L096
- L097
- L098
- L099
- L100
- L101
- L102
- L103
- L104
- L105
- L106
- L107
- L108
- L109
- L110
- L111
- L112
- L113
- L114
- L115
- L116
- L117
- L118
- L119
- L120
- L121
- L122
- L123
- L124
- L125
- L126
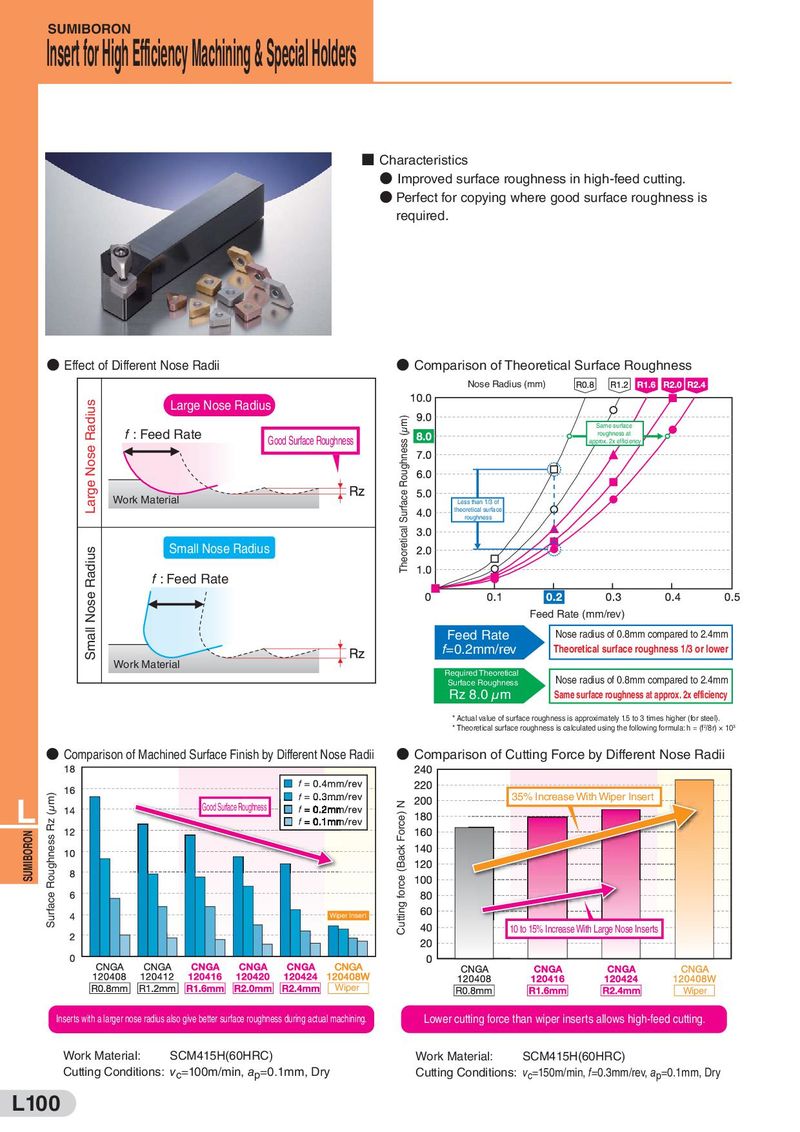
SUMIBORON I nsert for High Ef iciency Machining & Special Holders ■ Characteristics ● Improved surface roughness in high-feed cutting. ● Perfect for copying where good surface roughness is required. ● Effect of Different Nose Radii ● Comparison of Theoretical Surface Roughness Nose Radius (mm) Large Nose Radius Large Nose Radius f : Feed Rate Surface Roughness (μm) Same surface Good Surface Roughness roughness at approx. 2x efficiency Work Material Less than 1/3 of theoretical surface roughness Radius Small Nose Radius Theoretical f : Feed Rate Nose Feed Rate (mm/rev) Small Feed Rate Nose radius of 0.8mm compared to 2.4mm f=0.2mm/rev Theoretical surface roughness 1/3 or lower Work Material Required Theoretical Nose radius of 0.8mm compared to 2.4mm Surface Roughness Rz 8.0 μm Same surface roughness at approx. 2x efficiency * Actual value of surface roughness is approximately 1.5 to 3 times higher (for steel). * Theoretical surface roughness is calculated using the following formula: h = (f2/8r) × 103 ● Comparison of Machined Surface Finish by Different Nose Radii ● Comparison of Cutting Force by Different Nose Radii f L Surface Roughness Rz (μm) f Cutting force (Back Force) N 35% Increase With Wiper Insert Good Surface Roughness f f SUMIBORON Wiper Insert 10 to 15% Increase With Large Nose Inserts Wiper Wiper Inserts with a larger nose radius also give better surface roughness during actual machining. Lower cutting force than wiper inserts allows high-feed cutting. Work Material: SCM415H(60HRC) Work Material: SCM415H(60HRC) Cutting Conditions: vc=100m/min, ap=0.1mm, Dry Cutting Conditions: vc=150m/min, f=0.3mm/rev, ap=0.1mm, Dry L100