Каталог Sumitomo пластины с кубическим нитридом бора Sumiboron - страница 117
Навигация
 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal- L001
- L002
- L003
- L004
- L005
- L006
- L007
- L008
- L009
- L010
- L011
- L012
- L013
- L014
- L015
- L016
- L017
- L018
- L019
- L020
- L021
- L022
- L023
- L024
- L025
- L026
- L027
- L028
- L029
- L030
- L031
- L032
- L033
- L034
- L035
- L036
- L037
- L038
- L039
- L040
- L041
- L042
- L043
- L044
- L045
- L046
- L047
- L048
- L049
- L050
- L051
- L052
- L053
- L054
- L055
- L056
- L057
- L058
- L059
- L060
- L061
- L062
- L063
- L064
- L065
- L066
- L067
- L068
- L069
- L070
- L071
- L072
- L073
- L074
- L075
- L076
- L077
- L078
- L079
- L080
- L081
- L082
- L083
- L084
- L085
- L086
- L087
- L088
- L089
- L090
- L091
- L092
- L093
- L094
- L095
- L096
- L097
- L098
- L099
- L100
- L101
- L102
- L103
- L104
- L105
- L106
- L107
- L108
- L109
- L110
- L111
- L112
- L113
- L114
- L115
- L116
- L117
- L118
- L119
- L120
- L121
- L122
- L123
- L124
- L125
- L126
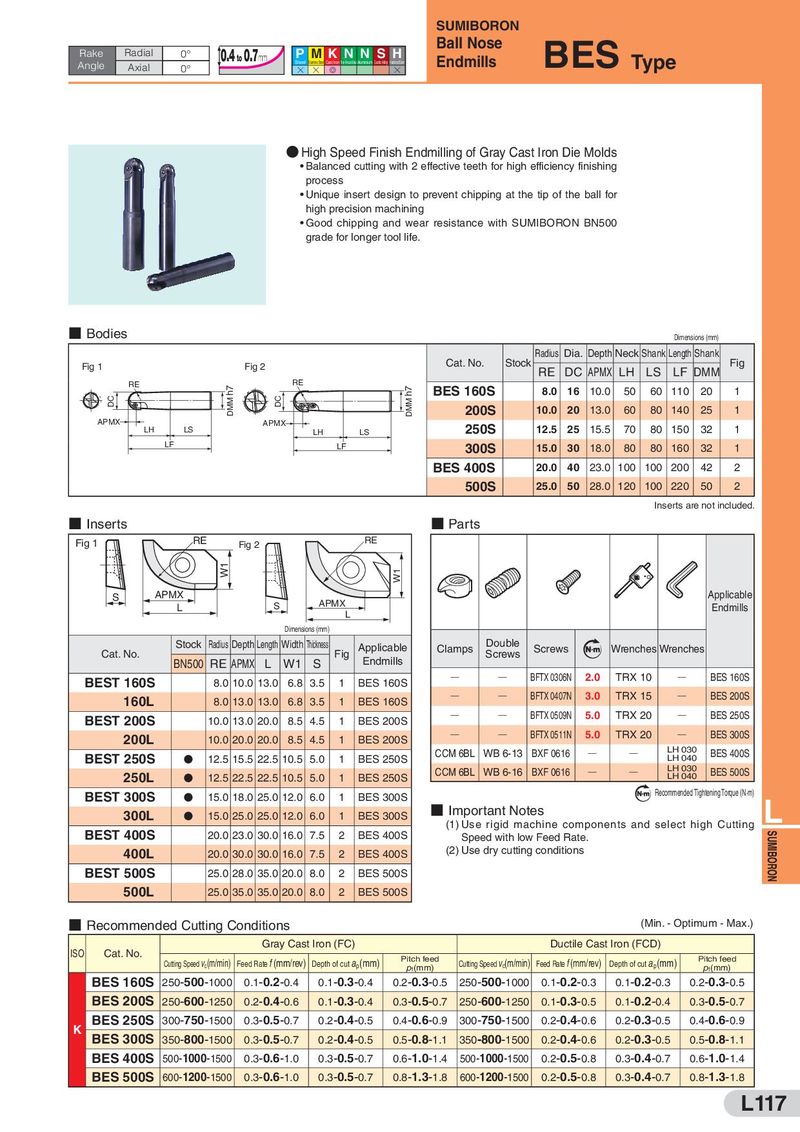
SUMIBORON Rake Radial 0° 0.4 to 0.7mm P MK N N S H Ball Nose BES Angle Axial Steel Stainless Steel Cast Iron Non-FerrousMetal Aluminium Exotic Alloy HardenedSteel Endmills Type 0° H H G H ● High Speed Finish Endmilling of Gray Cast Iron Die Molds • Balanced cutting with 2 effective teeth for high efficiency finishing process • Unique insert design to prevent chipping at the tip of the ball for high precision machining • Good chipping and wear resistance with SUMIBORON BN500 grade for longer tool life. ■ Bodies Dimensions (mm) Cat. No. Stock Radius Dia. Depth Neck Shank Length Shank Fig Fig 1 Fig 2 RE DC APMX LH LS LF DMM RE DMM h7 RE DMM h7 BES 160S DC DC 8.0 16 10.0 50 60 110 20 1 200S 10.0 20 13.0 60 80 140 25 1 APMX APMX 250S 12.5 25 15.5 70 80 150 32 1 LH LS LH LS LF LF 300S 15.0 30 18.0 80 80 160 32 1 BES 400S 20.0 40 23.0 100 100 200 42 2 500S 25.0 50 28.0 120 100 220 50 2 Inserts are not included. ■ Inserts ■ Parts Fig 1 RE Fig 2 RE W1 W1 S APMX APMX Applicable L S L Endmills Dimensions (mm) Stock Radius Depth Length Width Thickness Applicable Clamps Double Screws Wrenches Wrenches Cat. No. BN500 RE APMX L W1 S Fig Endmills Screws BEST 160S 8.0 10.0 13.0 6.8 3.5 1 BES 160S Q Q BFTX 0306N 2.0 TRX 10 Q BES 160S 160L 8.0 13.0 13.0 6.8 3.5 1 BES 160S Q Q BFTX 0407N 3.0 TRX 15 Q BES 200S BEST 200S 10.0 13.0 20.0 8.5 4.5 1 BES 200S Q Q BFTX 0509N 5.0 TRX 20 Q BES 250S 200L 10.0 20.0 20.0 8.5 4.5 1 BES 200S Q Q BFTX 0511N 5.0 TRX 20 Q BES 300S BEST 250S CCM 6BL WB 6-13 BXF 0616 Q Q LH 030 BES 400S D 12.5 15.5 22.5 10.5 5.0 1 BES 250S LH 040 250L CCM 6BL WB 6-16 BXF 0616 Q Q LH 030 BES 500S D 12.5 22.5 22.5 10.5 5.0 1 BES 250S LH 040 BEST 300S D 15.0 18.0 25.0 12.0 6.0 1 BES 300S Recommended Tightening Torque (N·m) 300L D 15.0 25.0 25.0 12.0 6.0 1 BES 300S ■ Important Notes L BEST 400S (1) Use rigid machine components and select high Cutting 20.0 23.0 30.0 16.0 7.5 2 BES 400S Speed with low Feed Rate. SUMIBORON 400L 20.0 30.0 30.0 16.0 7.5 2 BES 400S (2) Use dry cutting conditions BEST 500S 25.0 28.0 35.0 20.0 8.0 2 BES 500S 500L 25.0 35.0 35.0 20.0 8.0 2 BES 500S ■ Recommended Cutting Conditions (Min. - Optimum - Max.) ISO Cat. No. Gray Cast Iron (FC) Ductile Cast Iron (FCD) Cutting Speed vc(m/min) Feed Rate f (mm/rev) Depth of cut ap(mm) Pitch feed Cutting Speed vc(m/min) Feed Rate f (mm/rev) Depth of cut ap(mm) Pitch feed pf(mm) pf(mm) BES 160S 250-500-1000 0.1-0.2-0.4 0.1-0.3-0.4 0.2-0.3-0.5 250-500-1000 0.1-0.2-0.3 0.1-0.2-0.3 0.2-0.3-0.5 BES 200S 250-600-1250 0.2-0.4-0.6 0.1-0.3-0.4 0.3-0.5-0.7 250-600-1250 0.1-0.3-0.5 0.1-0.2-0.4 0.3-0.5-0.7 K BES 250S 300-750-1500 0.3-0.5-0.7 0.2-0.4-0.5 0.4-0.6-0.9 300-750-1500 0.2-0.4-0.6 0.2-0.3-0.5 0.4-0.6-0.9 BES 300S 350-800-1500 0.3-0.5-0.7 0.2-0.4-0.5 0.5-0.8-1.1 350-800-1500 0.2-0.4-0.6 0.2-0.3-0.5 0.5-0.8-1.1 BES 400S 500-1000-1500 0.3-0.6-1.0 0.3-0.5-0.7 0.6-1.0-1.4 500-1000-1500 0.2-0.5-0.8 0.3-0.4-0.7 0.6-1.0-1.4 BES 500S 600-1200-1500 0.3-0.6-1.0 0.3-0.5-0.7 0.8-1.3-1.8 600-1200-1500 0.2-0.5-0.8 0.3-0.4-0.7 0.8-1.3-1.8 L117