Каталог Sumitomo пластины с кубическим нитридом бора Sumiboron - страница 25
Навигация
 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal- L001
- L002
- L003
- L004
- L005
- L006
- L007
- L008
- L009
- L010
- L011
- L012
- L013
- L014
- L015
- L016
- L017
- L018
- L019
- L020
- L021
- L022
- L023
- L024
- L025
- L026
- L027
- L028
- L029
- L030
- L031
- L032
- L033
- L034
- L035
- L036
- L037
- L038
- L039
- L040
- L041
- L042
- L043
- L044
- L045
- L046
- L047
- L048
- L049
- L050
- L051
- L052
- L053
- L054
- L055
- L056
- L057
- L058
- L059
- L060
- L061
- L062
- L063
- L064
- L065
- L066
- L067
- L068
- L069
- L070
- L071
- L072
- L073
- L074
- L075
- L076
- L077
- L078
- L079
- L080
- L081
- L082
- L083
- L084
- L085
- L086
- L087
- L088
- L089
- L090
- L091
- L092
- L093
- L094
- L095
- L096
- L097
- L098
- L099
- L100
- L101
- L102
- L103
- L104
- L105
- L106
- L107
- L108
- L109
- L110
- L111
- L112
- L113
- L114
- L115
- L116
- L117
- L118
- L119
- L120
- L121
- L122
- L123
- L124
- L125
- L126
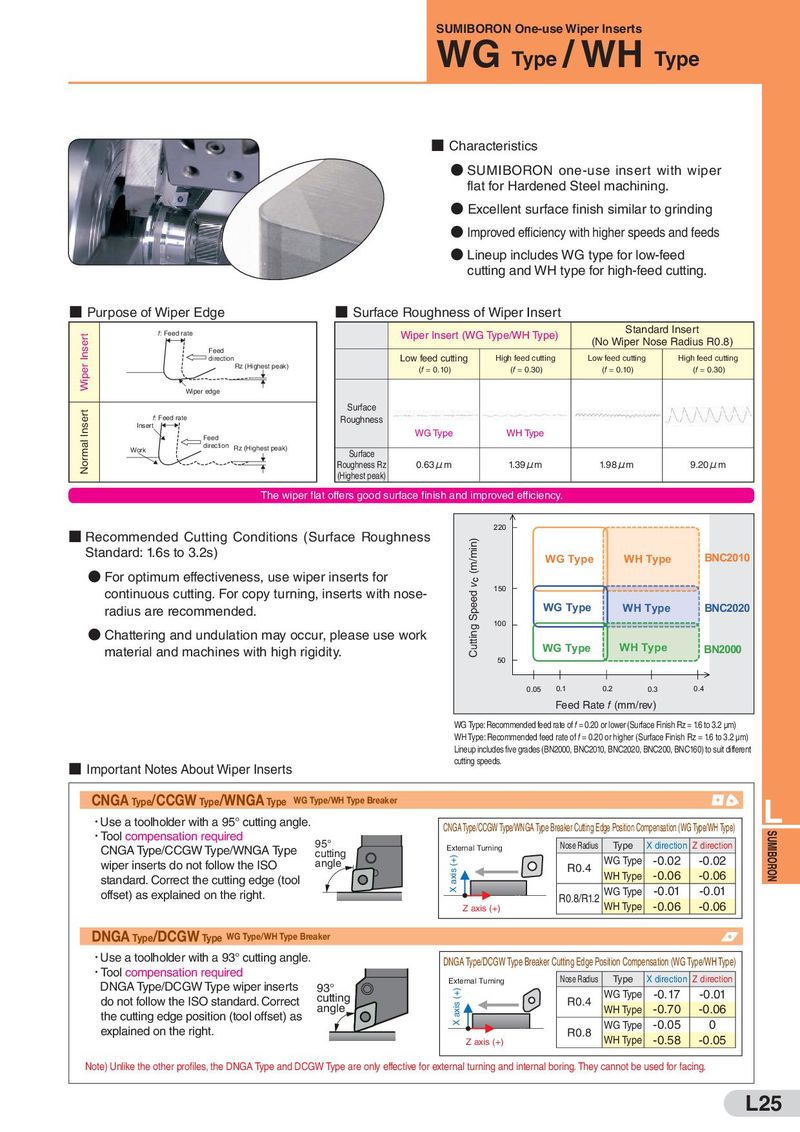
SUMIBORON One-use Wiper Inserts WG Type / WH Type ■ Characteristics ● SUMIBORON one-use insert with wiper flat for Hardened Steel machining. ● Excellent surface finish similar to grinding ● Improved efficiency with higher speeds and feeds ● Lineup includes WG type for low-feed cutting and WH type for high-feed cutting. ■ Purpose of Wiper Edge ■ Surface Roughness of Wiper Insert f: Feed rate Standard Insert Wiper Insert (WG Type/WH Type) Wiper Insert (No Wiper Nose Radius R0.8) Feed direction Low feed cutting High feed cutting Low feed cutting High feed cutting Rz (Highest peak) (f = 0.10) (f = 0.30) (f = 0.10) (f = 0.30) Wiper edge Surface Normal Insert f: Feed rate Roughness Insert Feed WG Type WH Type direction Rz (Highest peak) Work Surface Roughness Rz 0.63 m 1.39 m 1.98 m 9.20 m (Highest peak) The wiper flat offers good surface finish and improved efficiency. 220 ■ Recommended Cutting Conditions (Surface Roughness Cutting Speed vC (m/min) Standard: 1.6s to 3.2s) WG Type WH Type BNC2010 ● For optimum effectiveness, use wiper inserts for 150 continuous cutting. For copy turning, inserts with nose- radius are recommended. WG Type WH Type BNC2020 100 ● Chattering and undulation may occur, please use work material and machines with high rigidity. WG Type WH Type BN2000 50 0.05 0.1 0.2 0.3 0.4 Feed Rate f (mm/rev) WG Type: Recommended feed rate of f = 0.20 or lower (Surface Finish Rz = 1.6 to 3.2 μm) WH Type: Recommended feed rate of f = 0.20 or higher (Surface Finish Rz = 1.6 to 3.2 μm) Lineup includes five grades (BN2000, BNC2010, BNC2020, BNC200, BNC160) to suit different cutting speeds. ■ Important Notes About Wiper Inserts CNGA Type/CCGW Type/WNGA Type WG Type/WH Type Breaker ・Use a toolholder with a 95° cutting angle. CNGA Type/CCGW Type/WNGA Type Breaker Cutting Edge Position Compensation (WG Type/WH Type) L ・Tool compensation required SUMIBORON 95° External Turning Nose Radius Type X direction Z direction CNGA Type/CCGW Type/WNGA Type cutting X axis (+) wiper inserts do not follow the ISO angle WG Type -0.02 -0.02 R0.4 standard. Correct the cutting edge (tool WH Type -0.06 -0.06 offset) as explained on the right. WG Type -0.01 -0.01 R0.8/R1.2 Z axis (+) WH Type -0.06 -0.06 DNGA Type/DCGW Type WG Type/WH Type Breaker ・Use a toolholder with a 93° cutting angle. DNGA Type/DCGW Type Breaker Cutting Edge Position Compensation (WG Type/WH Type) ・Tool compensation required Nose Radius Type X direction Z direction External Turning DNGA Type/DCGW Type wiper inserts 93° X axis (+) WG Type -0.17 -0.01 do not follow the ISO standard. Correct cutting R0.4 angle WH Type -0.70 -0.06 the cutting edge position (tool offset) as WG Type -0.05 0 explained on the right. R0.8 Z axis (+) WH Type -0.58 -0.05 Note) Unlike the other profiles, the DNGA Type and DCGW Type are only effective for external turning and internal boring. They cannot be used for facing. L25