Каталог Sumitomo пластины с кубическим нитридом бора Sumiboron - страница 4
Навигация
 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Каталог Sumitomo модульные фрезерные системы
Каталог Sumitomo модульные фрезерные системы Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal- L001
- L002
- L003
- L004
- L005
- L006
- L007
- L008
- L009
- L010
- L011
- L012
- L013
- L014
- L015
- L016
- L017
- L018
- L019
- L020
- L021
- L022
- L023
- L024
- L025
- L026
- L027
- L028
- L029
- L030
- L031
- L032
- L033
- L034
- L035
- L036
- L037
- L038
- L039
- L040
- L041
- L042
- L043
- L044
- L045
- L046
- L047
- L048
- L049
- L050
- L051
- L052
- L053
- L054
- L055
- L056
- L057
- L058
- L059
- L060
- L061
- L062
- L063
- L064
- L065
- L066
- L067
- L068
- L069
- L070
- L071
- L072
- L073
- L074
- L075
- L076
- L077
- L078
- L079
- L080
- L081
- L082
- L083
- L084
- L085
- L086
- L087
- L088
- L089
- L090
- L091
- L092
- L093
- L094
- L095
- L096
- L097
- L098
- L099
- L100
- L101
- L102
- L103
- L104
- L105
- L106
- L107
- L108
- L109
- L110
- L111
- L112
- L113
- L114
- L115
- L116
- L117
- L118
- L119
- L120
- L121
- L122
- L123
- L124
- L125
- L126
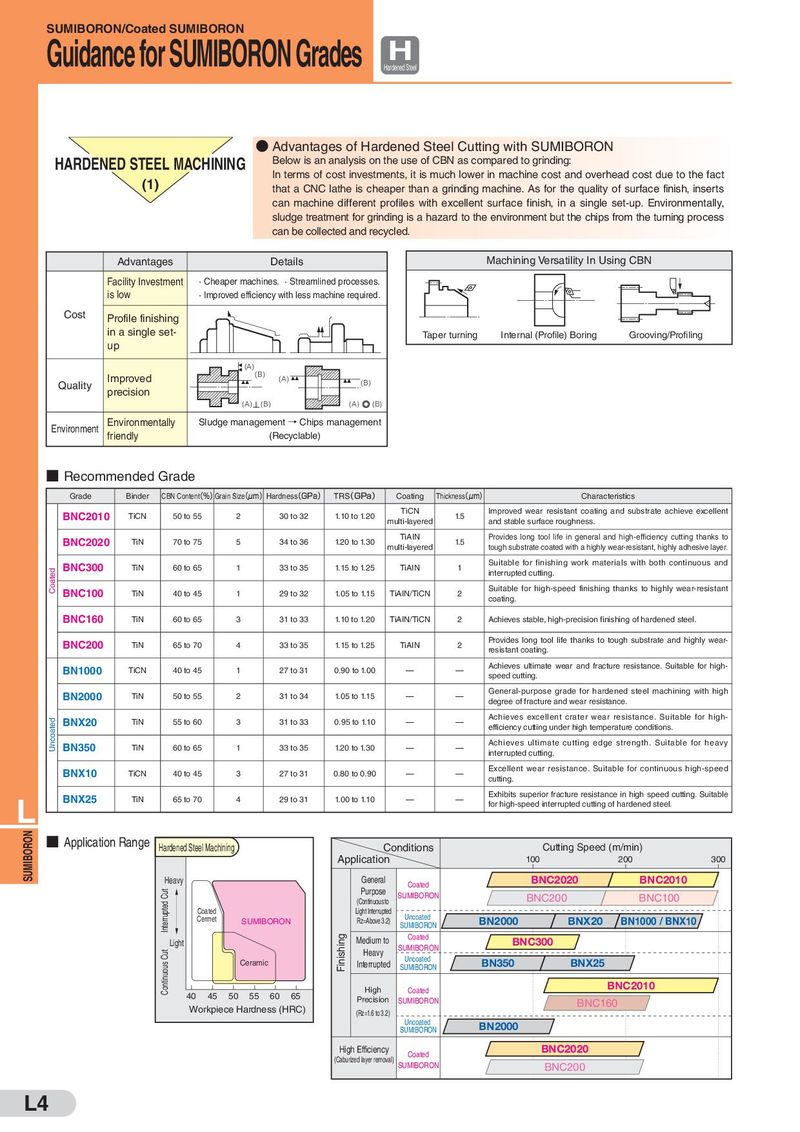
S UMIBORON/Coated SUMIBORON G uidance for SUMIBORON Grades H Hardened Steel ● Advantages of Hardened Steel Cutting with SUMIBORON HARDENED STEEL MACHINING Below is an analysis on the use of CBN as compared to grinding: (1) In terms of cost investments, it is much lower in machine cost and overhead cost due to the fact that a CNC lathe is cheaper than a grinding machine. As for the quality of surface finish, inserts can machine different profiles with excellent surface finish, in a single set-up. Environmentally, sludge treatment for grinding is a hazard to the environment but the chips from the turning process can be collected and recycled. Advantages Details Machining Versatility In Using CBN Facility Investment · Cheaper machines. · Streamlined processes. is low · Improved efficiency with less machine required. Cost Profile finishing in a single set- Taper turning Internal (Profile) Boring Grooving/Profiling up FF (A) Improved (B) (A) FF Quality FF FF (B) precision (A) (B) (A) (B) Environment Environmentally Sludge management → Chips management friendly (Recyclable) ■ Recommended Grade Grade Binder CBN Conten(t %)Grain Size(μm) Hardness(GPa) TRS(GPa) Coating Thickness(μm) Characteristics BNC2010 TiCN 50 to 55 2 30 to 32 1.10 to 1.20 TiCN 1.5 Improved wear resistant coating and substrate achieve excellent multi-layered and stable surface roughness. BNC2020 TiN 70 to 75 5 34 to 36 1.20 to 1.30 TiAIN 1.5 Provides long tool life in general and high-efficiency cutting thanks to multi-layered tough substrate coated with a highly wear-resistant, highly adhesive layer. BNC300 TiN 60 to 65 1 33 to 35 1.15 to 1.25 TiAIN 1 Suitable for finishing work materials with both continuous and Coated interrupted cutting. BNC100 TiN 40 to 45 1 29 to 32 1.05 to 1.15 TiAIN/TiCN 2 Suitable for high-speed finishing thanks to highly wear-resistant coating. BNC160 TiN 60 to 65 3 31 to 33 1.10 to 1.20 TiAIN/TiCN 2 Achieves stable, high-precision finishing of hardened steel. BNC200 TiN 65 to 70 4 33 to 35 1.15 to 1.25 TiAIN 2 Provides long tool life thanks to tough substrate and highly wear- resistant coating. BN1000 TiCN 40 to 45 1 27 to 31 0.90 to 1.00 — — Achieves ultimate wear and fracture resistance. Suitable for high- speed cutting. BN2000 TiN 50 to 55 2 31 to 34 1.05 to 1.15 — — General-purpose grade for hardened steel machining with high degree of fracture and wear resistance. Uncoated BNX20 TiN 55 to 60 3 31 to 33 0.95 to 1.10 — — Achieves excellent crater wear resistance. Suitable for high- efficiency cutting under high temperature conditions. BN350 TiN 60 to 65 1 33 to 35 1.20 to 1.30 — — Achieves ultimate cutting edge strength. Suitable for heavy interrupted cutting. BNX10 TiCN 40 to 45 3 27 to 31 0.80 to 0.90 — — Excellent wear resistance. Suitable for continuous high-speed cutting. BNX25 TiN 65 to 70 4 29 to 31 1.00 to 1.10 — — Exhibits superior fracture resistance in high speed cutting. Suitable L for high-speed interrupted cutting of hardened steel. SUMIBORON ■ Application Range Hardened Steel Machining Conditions Cutting Speed (m/min) Application 100 200 300 Heavy General Coated BNC2020 BNC2010 Interrupted Cut Purpose SUMIBORON BNC200 BNC100 (Continuous to Coated Light Interrupted Uncoated Cermet SUMIBORON Rz=Above 3.2) SUMIBORON BN2000 BNX20 BN1000 / BNX10 Light Finishing Medium to Coated BNC300 Continuous Cut Heavy SUMIBORON Ceramic Interrupted Uncoated BN350 BNX25 SUMIBORON High Coated BNC2010 40 45 50 55 60 65 Precision SUMIBORON BNC160 Workpiece Hardness (HRC) (Rz=1.6 to 3.2) Uncoated BN2000 SUMIBORON High Efficiency Coated BNC2020 (Caburized layer removal) SUMIBORON BNC200 L4