Каталог оснастка Dormer Pramet 2016 - страница 347
Навигация
 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022- DIN 69871
- 69871-CC-OZ
- 69871-CC-ER
- 69871-CC-ER
- 69871-CC-ER
- 69871-CCM-ER
- 69871-CC-HKS
- 69871-W
- 69871-W
- 69871-W
- 69871-W-C
- 69871-W-C
- 69871-MT
- 69871-MTS
- 69871-RED-ISO
- 69871-FMH2
- 69871-FMH2
- 69871-FMH1
- 69871-FMH1
- 69871-FMH4
- 69871-DC
- 69871-QTCC
- 69871-QTCW
- 69871-HC
- 69871-HC
- 69871-SC
- 69871-SC
- 69871-SC
- 69871-SC
- 69871-SC-C
- 69871-IHA
- 69871-BLANKS
- 69871-TA
- ISO 60
- ISO-60-FMH1
- ISO-60-MT
- ISO-60-MTS
- ISO-60-RED-ISO
- MAS 403 BT
- BT-CC-OZ
- BT-CC-ER
- BT-CC-ER
- BT-CC-ER
- BT-CCM-ER
- BT-CC-HKS
- BT-W
- BT-W
- BT-W
- BT-W-C
- BT-W-C
- BT-MT
- BT-MTS
- BT-RED-ISO
- BT-FMH2
- BT-FMH2
- BT-FMH1
- BT-FMH1
- BT-FMH4
- BT-DC
- BT-QTCC
- BT-QTCW
- BT-HC
- BT-HC
- BT-SC
- BT-SC
- BT-SC
- BT-SC-C
- BT-IHA
- Bez názvu
- BT-TA
- DIN 2080
- 2080-CC-OZ
- 2080-CC-ER
- 2080-W
- 2080-W
- 2080-MT
- 2080-MTS
- 2080-RED-ISO
- 2080-FMH2
- 2080-FMH1
- 2080-DC
- 2080-QTCC
- 2080-BLANKS
- HSK-A
- HSK-A-CC-OZ
- HSK-A-CC-ER
- HSK-A-CCM-ER
- HSK-A-CC-HKS
- HSK-A-W
- HSK-A-W
- HSK-A-W-C
- HSK-A-FMH2
- HSK-A-FMH1
- HSK-A-FMH1
- HSK-A-FMH4
- HSK-A-MT
- HSK-A-MTS
- HSK-A-QTCC
- HSK-A-QTCW
- HSK-A-DC
- HSK-A-HC
- HSK-A-HC
- HSK-A-HC
- HSK-A-SC
- HSK-A-SC
- HSK-A-SC
- HSK-A-SC
- HSK-A-SC-C
- HSK-A-SC-C
- HSK-A-IHA
- HSK-A-BLANKS
- HSK-A-TA
- VDI
- VDI-B1
- VDI-B2
- VDI-B3
- VDI-B4
- VDI-B5
- VDI-B6
- VDI-B7
- VDI-B8
- VDI-C1
- VDI-C2
- VDI-C3
- VDI-C4
- VDI-D1
- VDI-D2
- VDI-AR
- VDI-AL
- VDI-E1
- VDI-E2
- VDI-E3
- VDI-E4
- VDI-F1
- VDI-HC
- VDI-Z2-S
- VDI-Z2-P
- VDI-DC
- VDI-DC-C
- VDI-QTCC
- VDI-QTCW
- VDI-A1
- VDI-A2
- VDI-TA
- MORSE
- MORSE-CC-ER
- MORSE-FMH2
- MORSE-QTCC
- MORSE-RED-MT
- MORSE-DC
- ADAPTORS / ADAPTÉRY ПЕРЕХОДНИК / 转接套
- AC-CC-ER
- ACF-CC-ER
- ACF-CC-ER-HX
- ACF-CCM-ER
- ACF-CCM-ER
- ACF-CCM-ER-D
- AC-HC
- AC-SC
- AW-DC
- AW-QTCC
- AW-QTCW
- AW-RED-W
- ACCESSORIES / PŘÍSLUŠENSTVÍ АКСЕССУАРЫ / 附件
- PS-69872
- PS-7388
- PS-BT
- PS-BT-C-S
- PS-2080-C
- OZ-C
- OZ-C-P
- OZ-C-SET-WP
- OZ-C-SET-WB
- OZ-C-SET-P-WP
- OZ-C-SET-P-WB
- ER-C
- ER-C-P
- ER-C-S
- ER-C-SC4
- ER-T
- ER-T-SC4
- ER-C-SET-WP
- ER-C-SET-WB
- ER-C-SET-P-WP
- ER-C-SET-P-WB
- ER-C-SET-S-WP
- ER-C-SET-S-WB
- ER-C-SET-SC4-WP
- ER-C-SET-SC4-WB
- ER-T-SET-WP
- ER-T-SET-WB
- ER-T-SET-SC4-WP
- ER-T-SET-SC4-WB
- HC-C
- HC-C-S
- QTCW-1
- QTCW-2
- QTCW-3
- QTCC-1
- QTCC-2
- QTCC-3
- QTCR
- HKS-C
- HKS-C-S
- N-OZ
- N-OZ-SR
- SR-OZ
- N-ER-M
- N-ER
- N-ER-SR
- N-ER-SR-SN
- SR-ER
- K-HKS
- K-OZ
- K-ER
- K-ER-M
- K-FMH
- E-MORSE
- E-HKS
- S-FMH
- S-FMH-C
- S-W
- F-FMH2
- DR-FMH2
- DS-FMH4
- S-DS-FMH4
- CT-HSK-A
- K-CT-HSK-A
- VDI-RS-E2
- VDI-SHIMS
- VDI-NOZZ
- TW
- AB-A360
- AB-S90
- TECHNICAL PART
- Steep Taper
- Pull studs
- HSK (hollow taper shanks)
- HSK coolant tubes
- Effects of imbalance on machine spindles, toolholders and tools
- Hydraulic expansion chucks
- Operating and user instructions for hydraulic expansion chucks
- Torques for clamping end-mills in end mill holders DIN 6359
- Operating and user instructions for CNC-drill chucks
- Mounting instructions for ER-Collets per DIN STD 6499
- Mounting instruction for sealing discs
- Quick-change tapping chucks
- Instructions for tapping chucks
- Screw taps-shaft size
- Tool assignment for disc turrets
- High-performance milling chucks HKS-system
- Product codes description
- TECHNICKÁ ČÁST
- STRMÝ KUŽEL
- TAŽNÉ ČEPY
- HSK (duté kuželové stopky)
- TRUBICE PRO ŘEZNOU KAPALINU HSK
- ÚČINKY NEROVNOVÁHY NA VŘETENA, DRŽÁKY A NÁSTROJE
- ÚČINKY NEROVNOVÁHY NA VŘETENA, DRŽÁKY A NÁSTROJE
- HYDROUPÍNAČE
- NÁVOD K OBSLUZE PRO HYDROUPÍNAČE
- UTAHOVACÍ MOMENTY ŠROUBŮ PRO UPNUTÍ STOPKOVÝCH FRÉZ V DRŽÁCÍCH DIN 6359
- NÁVOD K OBSLUZE PRO NC VRTACÍ HLAVIČKY
- NÁVOD K MONTÁŽI PRO KLEŠTINOVÉ UPÍNAČE ER PODLE DIN STD 6499
- NÁVOD K MONTÁŽI PRO TĚSNICÍ KROUŽKY
- RYCHLOVÝMĚNNÉ KLEŠTINOVÉ UPÍNAČE PRO ZÁVITOVÁNÍ
- NÁVOD PRO RYCHLOVÝMĚNNÉ ZÁVITOVACÍ UPÍNAČE
- TABULKA ČTYŘHRANŮ STOPEK ZÁVITNÍKŮ
- ZNAČENÍ A ORIENTACE DRŽÁKŮ VDI V REVOLVEROVÝCH HLAVÁCH
- SYSTÉM HKS SE SILOVÝMI UPÍNACÍMI POUZDRY
- POPISY KÓDŮ VÝROBKŮ
- ТЕХНИЧЕСКАЯ ЧАСТЬ
- КОНУС SK
- ШТРЕВЕЛИ
- КОНУС HSK (от англ. hollow taper shanks – полый конус)
- КОНУС HSK (от англ. hollow taper shanks – полый конус)
- Патрубки для подачи СОЖ к оправкам HSK
- ЭФФЕКТ ДИСБАЛАНСА ШПИНДЕЛЯ СТАНКА,ОПРАВОК И РЕЖУЩЕГО ИНСТРУМЕНТА
- ЭФФЕКТ ДИСБАЛАНСА ШПИНДЕЛЯ СТАНКА,ОПРАВОК И РЕЖУЩЕГО ИНСТРУМЕНТА
- ГИДРАВЛИЧЕСКИЕ ПАТРОНЫ
- ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ГИДРАВЛИЧЕСКИХ ПАТРОНОВ
- МОМЕНТЫ ЗАТЯЖКИ КОНЦЕВЫХ ФРЕЗ В ОПРАВКАХ ПО DIN 6359
- Инструкции по эксплуатации сверлильных патронов для станков с ЧПУ
- ИНСТРУКЦИИ ПО УСТАНОВКЕ ЦАНГ ER ПО DIN STD 6499
- ИНСТРУКЦИЯ ПО УСТАНОВКЕ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ
- БЫСТРОСМЕННЫЕ РЕЗЬБОНАРЕЗНЫЕ ПАТРОНЫ
- ИНСТРУКЦИЯ ДЛЯ РЕЗЬБОНАРЕЗНЫХ ПАТРОНОВ
- СООТВЕТСТВИЕ РАЗМЕРА РЕЗЬБЫ И РАЗМЕРА ХВОСТОВИКА МЕТЧИКА
- ПРИМЕНЕНИЕ ИНСТРУМЕНТА В ДИСКОВОЙ РЕВОЛЬВЕРНОЙ ГОЛОВКЕ
- ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ФРЕЗЕНЫЕ ОПРАВКИ СИСТЕМЫ HKS
- СИСТЕМА ОБОЗНАЧЕНИЯ
- 技术部分
- 锥柄
- 拉钉
- HSK(中空锥形柄)
- HSK冷却液管
- 不平衡对机床主轴、刀架和刀具的影响
- 不平衡对机床主轴、刀架和刀具的影响
- 液压刀柄
- 液压刀柄操作和使用说明
- 侧固刀柄(DIN 6359)端面铣刀夹紧扭矩
- CNC钻卡头操作和使用说明
- ER夹头安装说明,依照DIN STD 6499
- 密封圈安装说明
- 快速更换式攻丝卡盘
- 攻丝卡盘说明
- 攻丝-轴尺寸
- 盘塔刀具分配
- 强力刀柄HKS系统
- 产品代码描述
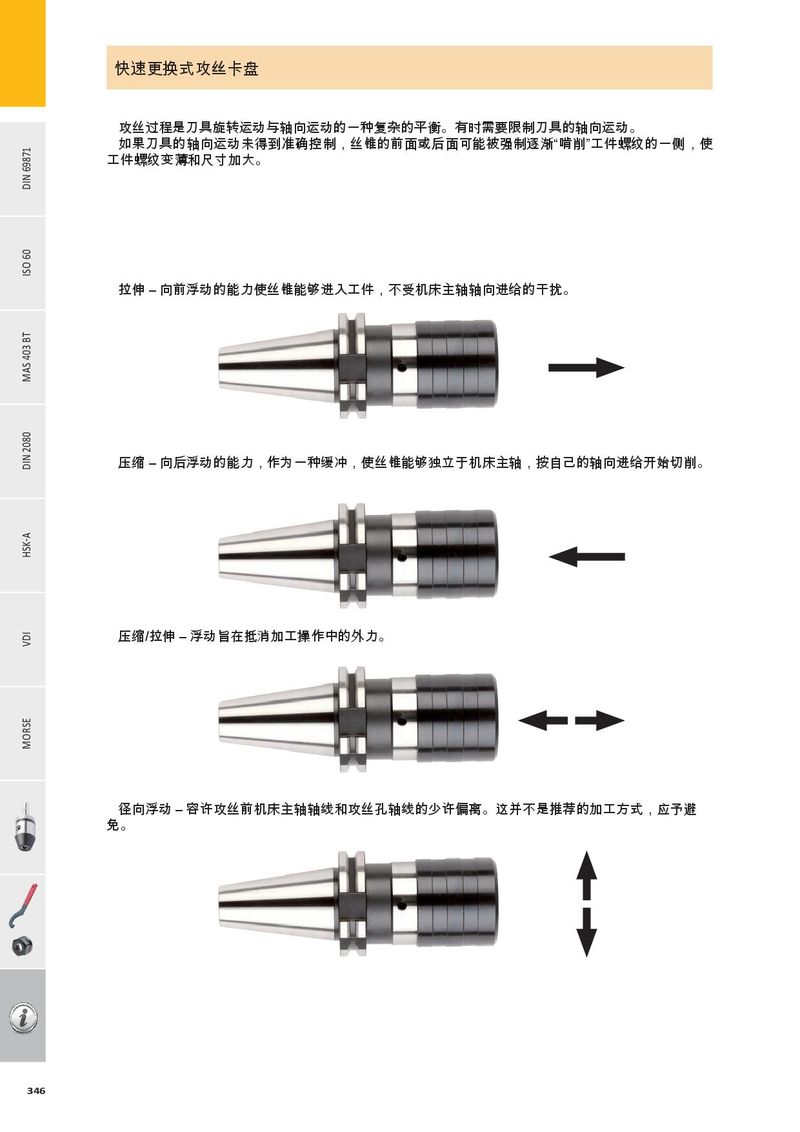
快速更换式攻丝卡盘 攻丝过程是刀具旋转运动与轴向运动的一种复杂的平衡。有时需要限制刀具的轴向运动。 如果刀具的轴向运动未得到准确控制,丝锥的前面或后面可能被强制逐渐“啃削”工件螺纹的一侧,使 工件螺纹变薄和尺寸加大。 DIN 69871 ISO 60 拉伸 – 向前浮动的能力使丝锥能够进入工件,不受机床主轴轴向进给的干扰。 MA S 403 BT DIN 2080 压缩 – 向后浮动的能力,作为一种缓冲,使丝锥能够独立于机床主轴,按自己的轴向进给开始切削。 HSK-A 压缩/拉伸 – 浮动旨在抵消加工操作中的外力。 VDI MORSE 径向浮动 – 容许攻丝前机床主轴轴线和攻丝孔轴线的少许偏离。这并不是推荐的加工方式,应予避 免。 346