Техническая информация Sumitomo - страница 4
Навигация
 Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Каталог Sumitomo твердосплавные пластины
Каталог Sumitomo твердосплавные пластины Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal 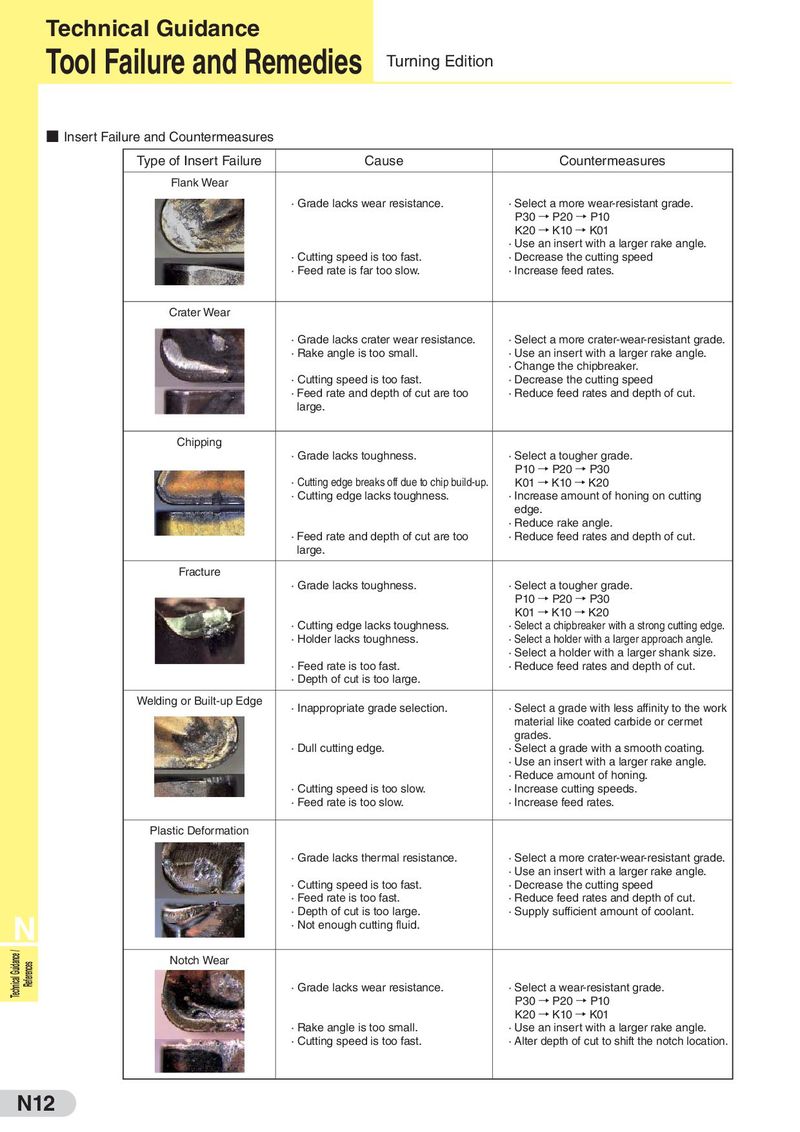
Technical Guidance Tool Failure and Remedies Turning Edition ■ Insert Failure and Countermeasures Type of Insert Failure Cause Countermeasures Flank Wear · Grade lacks wear resistance. · Select a more wear-resistant grade. P30 → P20 → P10 K20 → K10 → K01 · Use an insert with a larger rake angle. · Cutting speed is too fast. · Decrease the cutting speed · Feed rate is far too slow. · Increase feed rates. Crater Wear · Grade lacks crater wear resistance. · Select a more crater-wear-resistant grade. · Rake angle is too small. · Use an insert with a larger rake angle. · Change the chipbreaker. · Cutting speed is too fast. · Decrease the cutting speed · Feed rate and depth of cut are too · Reduce feed rates and depth of cut. large. Chipping · Grade lacks toughness. · Select a tougher grade. P10 → P20 → P30 · Cutting edge breaks off due to chip build-up. K01 → K10 → K20 · Cutting edge lacks toughness. · Increase amount of honing on cutting edge. · Reduce rake angle. · Feed rate and depth of cut are too · Reduce feed rates and depth of cut. large. Fracture · Grade lacks toughness. · Select a tougher grade. P10 → P20 → P30 K01 → K10 → K20 · Cutting edge lacks toughness. · Select a chipbreaker with a strong cutting edge. · Holder lacks toughness. · Select a holder with a larger approach angle. · Select a holder with a larger shank size. · Feed rate is too fast. · Reduce feed rates and depth of cut. · Depth of cut is too large. Welding or Built-up Edge · Inappropriate grade selection. · Select a grade with less affinity to the work material like coated carbide or cermet grades. · Dull cutting edge. · Select a grade with a smooth coating. · Use an insert with a larger rake angle. · Reduce amount of honing. · Cutting speed is too slow. · Increase cutting speeds. · Feed rate is too slow. · Increase feed rates. Plastic Deformation · Grade lacks thermal resistance. · Select a more crater-wear-resistant grade. · Use an insert with a larger rake angle. · Cutting speed is too fast. · Decrease the cutting speed · Feed rate is too fast. · Reduce feed rates and depth of cut. N · Depth of cut is too large. · Supply sufficient amount of coolant. · Not enough cutting fluid. Technical Guidance / References Notch Wear · Grade lacks wear resistance. · Select a wear-resistant grade. P30 → P20 → P10 K20 → K10 → K01 · Rake angle is too small. · Use an insert with a larger rake angle. · Cutting speed is too fast. · Alter depth of cut to shift the notch location. N12