Техническая информация Sumitomo - страница 2
Навигация
 Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Каталог Sumitomo твердосплавные пластины
Каталог Sumitomo твердосплавные пластины Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal 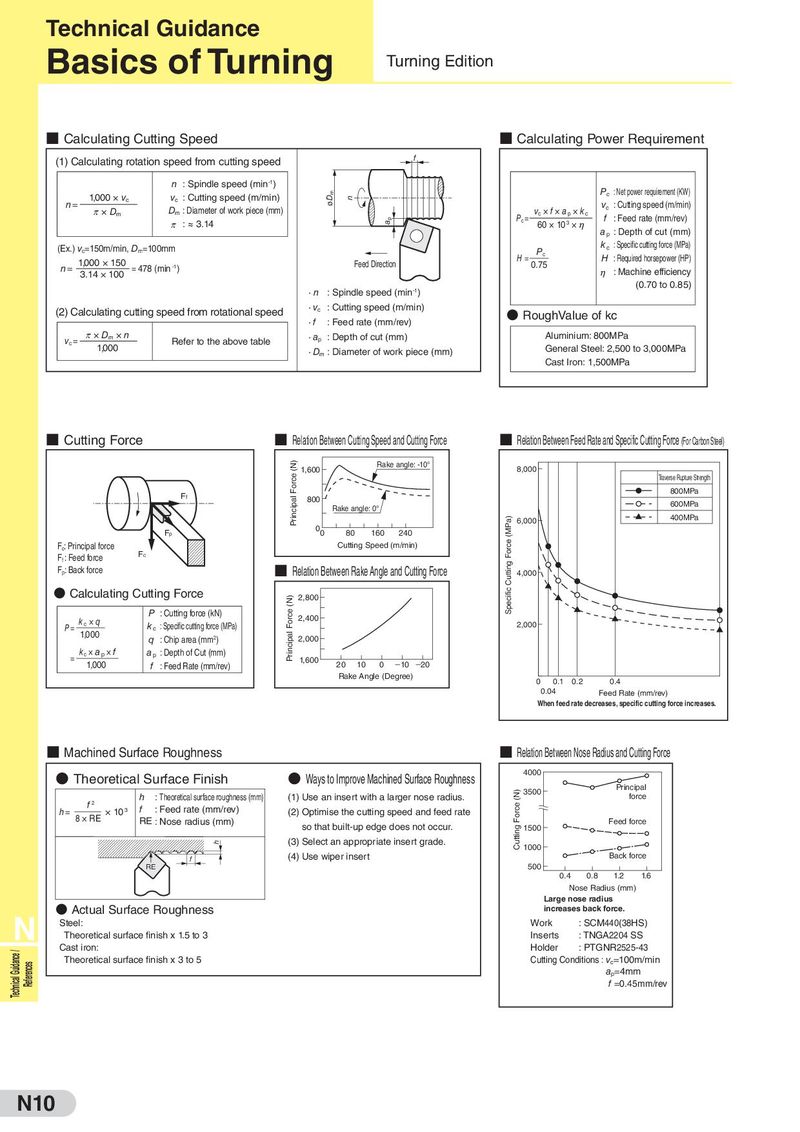
Technical Guidance Basics of Turning Turning Edition ■ Calculating Cutting Speed ■ Calculating Power Requirement (1) Calculating rotation speed from cutting speed f n : Spindle speed (min-1) Pc : Net power requirement (KW) 1,000 × vc vc : Cutting speed (m/min) øDm n n= π × Dm Dm : Diameter of work piece (mm) vc × f × a p × k c vc : Cutting speed (m/min) π : ≈ 3.14 ap Pc = 60 × 103 × η f : Feed rate (mm/rev) ap : Depth of cut (mm) (Ex.) vc=150m/min, Dm=100mm Pc kc : Specific cutting force (MPa) 1,000 × 150 Feed Direction H= 0.75 H : Required horsepower (HP) n= 3.14 × 100 = 478 (min -1) η : Machine efficiency · n : Spindle speed (min-1) (0.70 to 0.85) (2) Calculating cutting speed from rotational speed · vc : Cutting speed (m/min) ● RoughValue of kc · f : Feed rate (mm/rev) vc = π × Dm × n Refer to the above table · ap : Depth of cut (mm) Aluminium: 800MPa 1,000 · Dm : Diameter of work piece (mm) General Steel: 2,500 to 3,000MPa Cast Iron: 1,500MPa ■ Cutting Force ■ Relation Between Cutting Speed and Cutting Force ■ Relation Between Feed Rate and Specific Cutting Force (For Carbon Steel) (N) 1,600 Rake angle: -10° 8,000 Force Traverse Rupture Strength Ff 800MPa Principal 800 600MPa Rake angle: 0° (MPa) 6,000 400MPa Fp 00 80 160 240 Fc: Principal force Cutting Speed (m/min) Force Ff : Feed force Fc Fp: Back force ■ Relation Between Rake Angle and Cutting Force Cutting 4,000 ● Calculating Cutting Force Force (N) 2,800 Specific P : Cutting force (kN) 2,400 P= kc × q kc : Specific cutting force (MPa) 2,000 1,000 q : Chip area (mm2) Principal 2,000 = kc × ap × f ap : Depth of Cut (mm) 1,600 1,000 f : Feed Rate (mm/rev) 20 10 0 −10 −20 Rake Angle (Degree) 0 0.1 0.2 0.4 0.04 Feed Rate (mm/rev) When feed rate decreases, specific cutting force increases. ■ Machined Surface Roughness ■ Relation Between Nose Radius and Cutting Force ● Theoretical Surface Finish ● Ways to Improve Machined Surface Roughness 4000 (N) 3500 Principal h : Theoretical surface roughness (mm) (1) Use an insert with a larger nose radius. force h= f2 × 103 f : Feed rate (mm/rev) (2) Optimise the cutting speed and feed rate Force 8 × RE RE : Nose radius (mm) so that built-up edge does not occur. Feed force Cutting 1500 h (3) Select an appropriate insert grade. 1000 f (4) Use wiper insert Back force RE 500 0.4 0.8 1.2 1.6 Nose Radius (mm) Large nose radius ● Actual Surface Roughness increases back force. N Steel: Work : SCM440(38HS) Theoretical surface finish x 1.5 to 3 Inserts : TNGA2204 SS Technical Guidance / Cast iron: Holder : PTGNR2525-43 References Theoretical surface finish x 3 to 5 Cutting Conditions : vc=100m/min ap=4mm f =0.45mm/rev N10