Каталог Sumitomo сплавы и режимы - страница 20
Навигация
 Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Каталог Sumitomo сверла и развертки
Каталог Sumitomo сверла и развертки Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами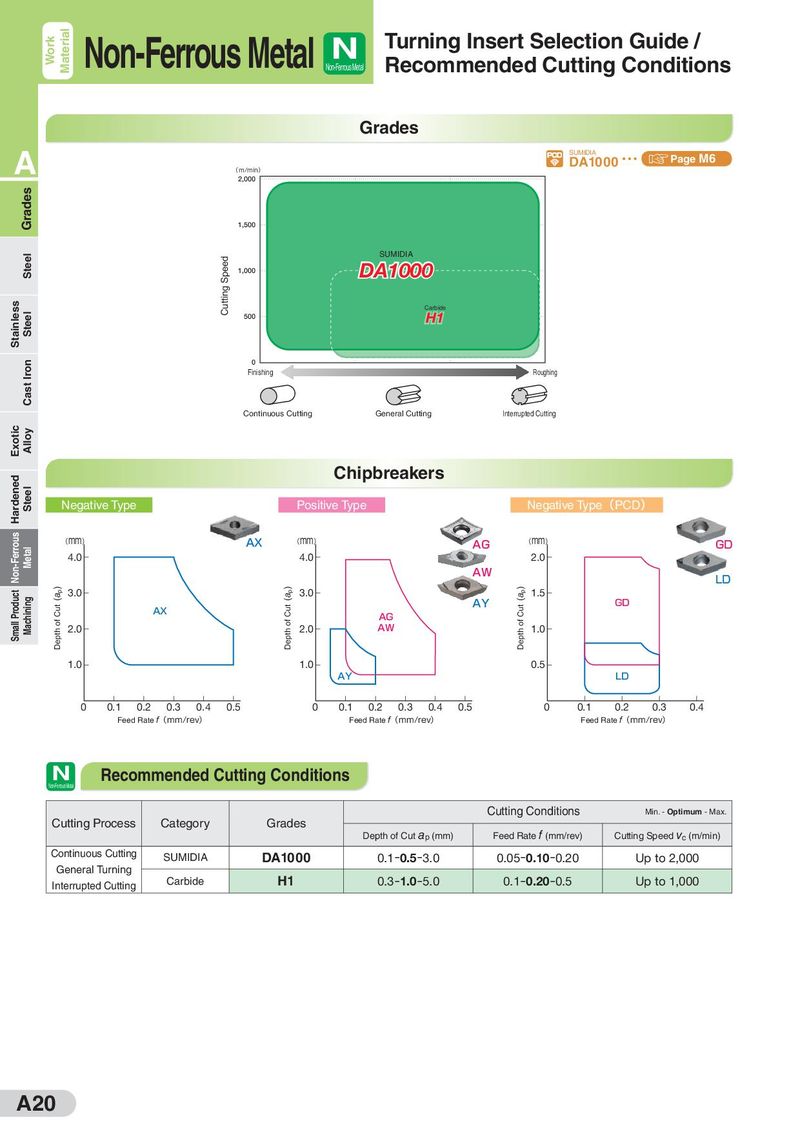
Work Material Non-Ferrous Metal N Turning Insert Selection Guide / Non-Ferrous Metal Recommended Cutting Conditions Grades A SUMIDIA Page M6 (m/min) DA1000 2,000 Grades 1,500 Steel Cutting Speed SUMIDIA 1,000 DA1000 Stainless Carbide Steel 500 H1 Cast Iron 0 Finishing Roughing Continuous Cutting General Cutting Interrupted Cutting Exotic Alloy Hardened Chipbreakers Steel Negative Type Positive Type Negative Type(PCD) Non-Ferrous (mm) AX (mm) AG (mm) GD Metal 4.0 4.0 2.0 AW LD Small Product Machining Depth of Cut (ap) 3.0 Depth of Cut (ap) 3.0 Depth of Cut (ap) 1.5 AX AY GD AG 2.0 2.0 AW 1.0 1.0 1.0 0.5 AY LD 0 0.1 0.2 0.3 0.4 0.5 0 0.1 0.2 0.3 0.4 0.5 0 0.1 0.2 0.3 0.4 Feed Rate f(mm/rev) Feed Rate f(mm/rev) Feed Rate f(mm/rev) N Recommended Cutting Conditions Non-Ferrous Metal Cutting Conditions Min. - Optimum - Max. Cutting Process Category Grades Depth of Cut ap (mm) Feed Rate f (mm/rev) Cutting Speed vc (m/min) Continuous Cutting SUMIDIA DA1000 0.1-0.5-3.0 0.05-0.10-0.20 Up to 2,000 General Turning Interrupted Cutting Carbide H1 0.3-1.0-5.0 0.1-0.20-0.5 Up to 1,000 A20