Каталог Sumitomo сплавы и режимы - страница 16
Навигация
 Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Каталог Sumitomo сверла и развертки
Каталог Sumitomo сверла и развертки Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами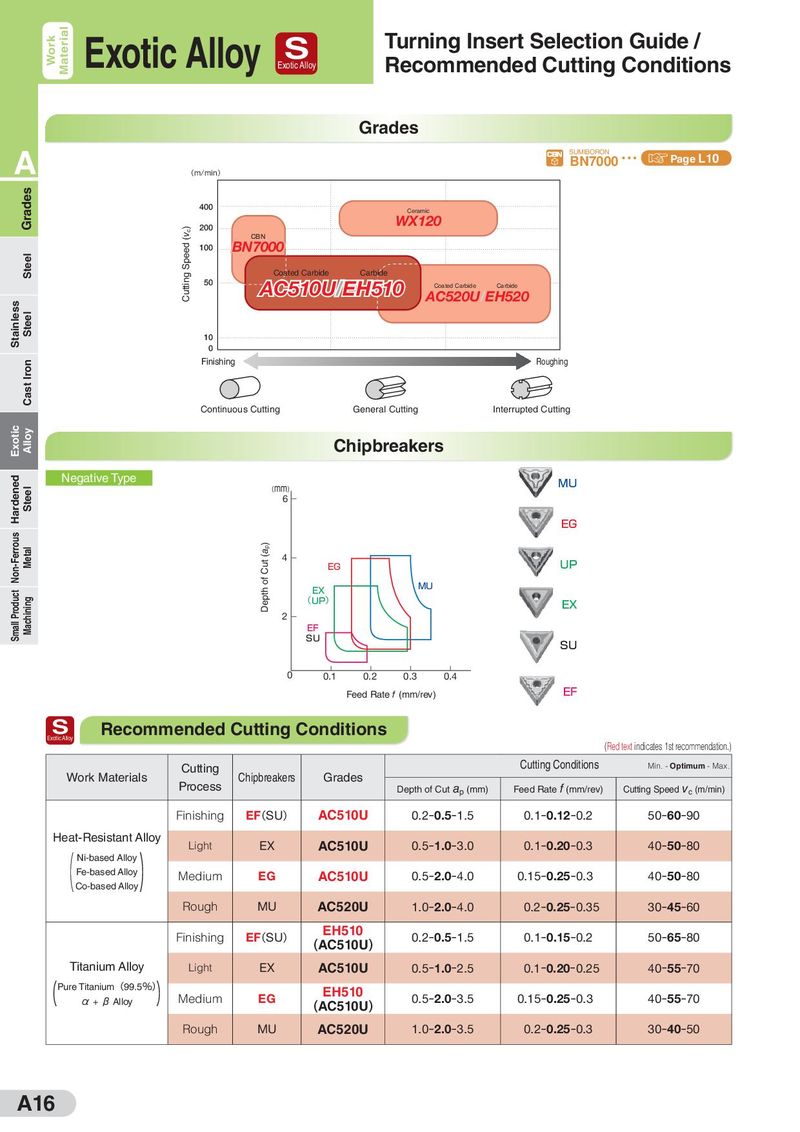
Work Material Exotic Alloy S Turning Insert Selection Guide / Exotic Alloy Recommended Cutting Conditions Grades A SUMIBORON Page L10 BN7000 (m/min) Grades 400 Ceramic 200 WX120 (vc) CBN Cutting Speed 100 BN7000 Steel Coated Carbide Carbide 50 AC510U/EH510 Coated Carbide Carbide Stainless AC520U/EH520 Steel 10 0 Cast Iron Finishing Roughing Continuous Cutting General Cutting Interrupted Cutting Exotic Alloy Chipbreakers Hardened Negative Type MU Steel (mm) 6 EG Non-Ferrous Metal of Cut (ap) 4 UP EG Small Product Depth EX MU Machining (UP) EX 2 EF SU SU 0 0.1 0.2 0.3 0.4 Feed Rate f (mm/rev) EF S Recommended Cutting Conditions Exotic Alloy (Red text indicates 1st recommendation.) Cutting Cutting Conditions Min. - Optimum - Max. Work Materials Process Chipbreakers Grades Depth of Cut ap (mm) Feed Rate f (mm/rev) Cutting Speed vc (m/min) Finishing EF(SU) AC510U 0.2-0.5-1.5 0.1-0.12-0.2 50-60-90 Heat-Resistant Alloy Light EX AC510U 0.5-1.0-3.0 0.1-0.20-0.3 40-50-80 ( ) Ni-based Alloy Fe-based Alloy Medium EG AC510U 0.5-2.0-4.0 0.15-0.25-0.3 40-50-80 Co-based Alloy Rough MU AC520U 1.0-2.0-4.0 0.2-0.25-0.35 30-45-60 Finishing EF(SU) EH510 0.2-0.5-1.5 0.1-0.15-0.2 50-65-80 (AC510U) Titanium Alloy Light EX AC510U 0.5-1.0-2.5 0.1-0.20-0.25 40-55-70 ( ) Pure Titanium(99.5%) Medium EG EH510 0.5-2.0-3.5 0.15-0.25-0.3 40-55-70 α + β Alloy (AC510U) Rough MU AC520U 1.0-2.0-3.5 0.2-0.25-0.3 30-40-50 A16