Общий каталог TooTool - страница 51
Навигация
 Каталог TooTool техническая информация 1
Каталог TooTool техническая информация 1 Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы Каталог TooTool техническая информация 2
Каталог TooTool техническая информация 2- 页 1
- 页 2
- 页 3
- 页 4
- 页 5
- 页 6
- 页 7
- 页 8
- 页 9
- 页 10
- 页 11
- 页 12
- 页 13
- 页 14
- 页 15
- 页 16
- 页 17
- 页 18
- 页 19
- 页 20
- 页 21
- 页 22
- 页 23
- 页 24
- 页 25
- 页 26
- 页 27
- 页 28
- 页 29
- 页 30
- 页 31
- 页 32
- 页 33
- 页 34
- 页 35
- 页 36
- 页 37
- 页 38
- 页 39
- 页 40
- 页 41
- 页 42
- 页 43
- 页 44
- 页 45
- 页 46
- 页 47
- 页 48
- 页 49
- 页 50
- 页 51
- 页 52
- 页 53
- 页 54
- 页 55
- 页 56
- 页 57
- 页 58
- 页 59
- 页 60
- 页 61
- 页 62
- 页 63
- 页 64
- 页 65
- 页 66
- 页 67
- 页 68
- 页 69
- 页 70
- 页 71
- 页 72
- 页 73
- 页 74
- 页 75
- 页 76
- 页 77
- 页 78
- 页 79
- 页 80
- 页 81
- 82: 新增页码2
- 页 83
- 页 84
- 页 85
- 页 86
- 页 87
- 页 88
- 页 89
- 页 90
- 页 91
- 页 92
- 页 93
- 页 94
- 页 95
- 页 96
- 页 97
- 页 98
- 页 99
- 页 100
- 页 101
- 页 102
- 页 103
- 页 104
- 页 105
- 页 106
- 页 107
- 页 108
- 页 109
- 页 110
- 页 111
- 页 112
- 页 113
- 页 114
- 页 115
- 页 116
- 页 117
- 页 118
- 页 119
- 页 120
- 页 121
- 页 122
- 页 123
- 页 124
- 页 125
- 页 126
- 页 127
- 页 128
- 页 129
- 页 130
- 页 131
- 页 132
- 页 133
- 页 134
- 页 135
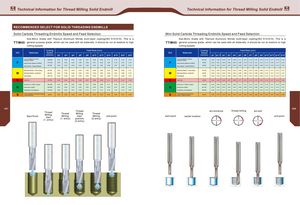
Technical Information for Thread Milling Solid Endmill Technical Information for Thread Milling Solid Endmill RECOMMENDED SELECT FOR SOLID THREADING ENDMILLS Solid Carbide Threading Endmills Speed and Feed Selection Mini Solid Carbide Threading Endmills Speed and Feed Selection Sub-Micro Grade with Titanium Aluminum Nitride multi-layer coating(ISO K10-K10). This is a Sub-Micro Grade with Titanium Aluminum Nitride multi-layer coating(ISO K10-K10). This is a TTIM45 general purpose grade, which can be used with all materials; It should be run at medium to high TTIM45 general purpose grade, which can be used with all materials; It should be run at medium to high cutting speeds. cutting speeds. Cutting Feed Rate (mm) Feed Rate (mm) ISO Materials Speed ISO Materials ( m / min ) cp2 cp3 cp4 cp6 cp8 cp10 cp12 cp14 cp16 cp20 cp25 cp5 cp6 cp7 cp8 cp9 cp10 cp12 (p14 cp16 Low and Medium CarbonSteels<0.55%C 100-250 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 Low and Medium CarbonSteels< 0.55%C 60-120 0.04 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18 P High Carbon Steels>0.55%C 110-180 0.02 0.03 0.03 0.05 0.06 0.07 0.08 0.09 0.10 0.12 0.15 P High Carbon Steels>0.55%C 60-90 0.03 0.04 0.05 0.06 0.08 0.09 0.10 0.12 0.13 0.14 0.14 0.16 0.17 0.18 Alloy Steels, Treated Steelss 90-160 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.10 Alloy Steels, Treated Steelss 50 - 80 0.03 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.10 0.12 0.13 0.14 Stainless Steels - Free cutting 60-160 0.02 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.11 Stainless Steels - Free cutting 70-100 0.02 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 M Stainless Steels - Austenitic 60-120 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.10 M Stainless Steels - Austenitic 60-90 0.02 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 Cast Steels - 130 170 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.10 Cast Steels 70 - 90 0.03 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.10 0.12 0.13 0.14 Cast Iron 70-150 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 Cast Iron 40-80 0.04 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18 Aluminum«12%Si, Copper 150-350 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 Aluminum«12%Si, Copper 100 - 200 0.04 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.16 N Aluminum >12 %Si 100-250 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.10 N Aluminum> 12% Si 60-140 0.03 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.10 0.11 0.13 0.10 Synthetics, Duroplastics 100-400 0.05 0.06 0.07 0.08 0.10 0.11 0.12 0.13 0.15 0.18 0.22 Synthetics, Duroplastics 50-200 0.09 0.10 0.11 0.12 0.14 0.16 0.18 0.19 0.19 0.19 0.19 0.19 0.20 0.20 S Thermoplastics and Nickel Alloys .Titanium Alloys20-800.02 0.02 0.02 0.03 0.03 0.03 0.03 0.04 0.04 0.04 0.05 S Thermoplastics and NickelAlloys, Titanium Alloys20-40 0.03 0.03 0.03 0.04 0.04 0.05 0.06 0.06 0.06 0.07 0.07 0.07 0.08 0.08 097 098 ThreadStart PointMillingstart(1. entry) ThreadThreadMillingMillingstart(1. entry)position(2.entry)ThreadMillingend point(2.entry) arc entrance thread milling arc exitstart pointcenter locationend point fLl f fLl flat \ J aHnisl 1Eli kMI& r't in /M h \J P 'w