Общий каталог TooTool - страница 40
Навигация
 Каталог TooTool техническая информация 1
Каталог TooTool техническая информация 1 Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы Каталог TooTool техническая информация 2
Каталог TooTool техническая информация 2- 页 1
- 页 2
- 页 3
- 页 4
- 页 5
- 页 6
- 页 7
- 页 8
- 页 9
- 页 10
- 页 11
- 页 12
- 页 13
- 页 14
- 页 15
- 页 16
- 页 17
- 页 18
- 页 19
- 页 20
- 页 21
- 页 22
- 页 23
- 页 24
- 页 25
- 页 26
- 页 27
- 页 28
- 页 29
- 页 30
- 页 31
- 页 32
- 页 33
- 页 34
- 页 35
- 页 36
- 页 37
- 页 38
- 页 39
- 页 40
- 页 41
- 页 42
- 页 43
- 页 44
- 页 45
- 页 46
- 页 47
- 页 48
- 页 49
- 页 50
- 页 51
- 页 52
- 页 53
- 页 54
- 页 55
- 页 56
- 页 57
- 页 58
- 页 59
- 页 60
- 页 61
- 页 62
- 页 63
- 页 64
- 页 65
- 页 66
- 页 67
- 页 68
- 页 69
- 页 70
- 页 71
- 页 72
- 页 73
- 页 74
- 页 75
- 页 76
- 页 77
- 页 78
- 页 79
- 页 80
- 页 81
- 82: 新增页码2
- 页 83
- 页 84
- 页 85
- 页 86
- 页 87
- 页 88
- 页 89
- 页 90
- 页 91
- 页 92
- 页 93
- 页 94
- 页 95
- 页 96
- 页 97
- 页 98
- 页 99
- 页 100
- 页 101
- 页 102
- 页 103
- 页 104
- 页 105
- 页 106
- 页 107
- 页 108
- 页 109
- 页 110
- 页 111
- 页 112
- 页 113
- 页 114
- 页 115
- 页 116
- 页 117
- 页 118
- 页 119
- 页 120
- 页 121
- 页 122
- 页 123
- 页 124
- 页 125
- 页 126
- 页 127
- 页 128
- 页 129
- 页 130
- 页 131
- 页 132
- 页 133
- 页 134
- 页 135
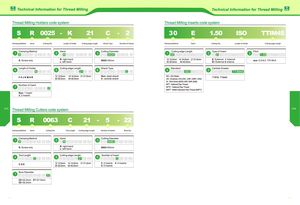
Technical Information for Thread Milling Technical Information for Thread Milling Thread Milling Holders code system Thread Milling Inserts code system Clamping Method Hand Cutting Dia. Length of Holder Cutting edge Length Shank Type Number of Inserts Clamping Method Hand Cutting Dia. Length of Holder Cutting edge Length Clamping Method e Hand B e Cutting Diameter 0025 Cutting edge Lengthm OmmType of Insert Pitch HEffl S: Screw only R: right handL: left hand 0025=25mm 1212.0mm 1414.0mm 2121.0mm E: External I: Internal30 30.0mm40 40.0mmEl: External & Internamm:0.5-6.0TPI 48-6 o Length of HolderIS © Cutting edge Length HI o Shank Type 0 Standard sag e Carbide Grades IMEM FHJKMSR 12 12.0mm 14 14.0mm 21 21.0mm Non: steel shank30 30.0mm40 40.0mmC: carbide shank ISO - ISO Metric TTIP30 TTIM45UN - American UN (UNO, UNF, UNEF, UNS) W - Whit Worth (BSW, BSF, BSP, BSB) e Number of Insert 0 NPT - National Pipe ThreadNPTF - National Pipe ThreadBSPT - British Standard Pipe Thread (BSPT) Non: 1 insert 2: 2 inserts 075 Thread Milling Cutters code system 076 Clamping Method Hand Cutting Dia. Tool Length Cutting edge Length Number of Inserts Bore Dia Clamping Method o Hand e Cutting Diameter S: Screw only R: right handL: left hand 0063=63mm o Tool Length e e Cutting edge Length HI o Number of Insert S CDE 1212.0mm 1414.0mm 2121.0mm 3: 3 Inserts 4: 4 Inserts30 30.0mm40 40.0mm5: 5 Inserts o Bore Diameter Eg 22=22.0mm 27=27.0mm 32=32.0mm