Общий каталог TooTool - страница 123
Навигация
 Каталог TooTool техническая информация 1
Каталог TooTool техническая информация 1 Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы Каталог TooTool техническая информация 2
Каталог TooTool техническая информация 2- 页 1
- 页 2
- 页 3
- 页 4
- 页 5
- 页 6
- 页 7
- 页 8
- 页 9
- 页 10
- 页 11
- 页 12
- 页 13
- 页 14
- 页 15
- 页 16
- 页 17
- 页 18
- 页 19
- 页 20
- 页 21
- 页 22
- 页 23
- 页 24
- 页 25
- 页 26
- 页 27
- 页 28
- 页 29
- 页 30
- 页 31
- 页 32
- 页 33
- 页 34
- 页 35
- 页 36
- 页 37
- 页 38
- 页 39
- 页 40
- 页 41
- 页 42
- 页 43
- 页 44
- 页 45
- 页 46
- 页 47
- 页 48
- 页 49
- 页 50
- 页 51
- 页 52
- 页 53
- 页 54
- 页 55
- 页 56
- 页 57
- 页 58
- 页 59
- 页 60
- 页 61
- 页 62
- 页 63
- 页 64
- 页 65
- 页 66
- 页 67
- 页 68
- 页 69
- 页 70
- 页 71
- 页 72
- 页 73
- 页 74
- 页 75
- 页 76
- 页 77
- 页 78
- 页 79
- 页 80
- 页 81
- 82: 新增页码2
- 页 83
- 页 84
- 页 85
- 页 86
- 页 87
- 页 88
- 页 89
- 页 90
- 页 91
- 页 92
- 页 93
- 页 94
- 页 95
- 页 96
- 页 97
- 页 98
- 页 99
- 页 100
- 页 101
- 页 102
- 页 103
- 页 104
- 页 105
- 页 106
- 页 107
- 页 108
- 页 109
- 页 110
- 页 111
- 页 112
- 页 113
- 页 114
- 页 115
- 页 116
- 页 117
- 页 118
- 页 119
- 页 120
- 页 121
- 页 122
- 页 123
- 页 124
- 页 125
- 页 126
- 页 127
- 页 128
- 页 129
- 页 130
- 页 131
- 页 132
- 页 133
- 页 134
- 页 135
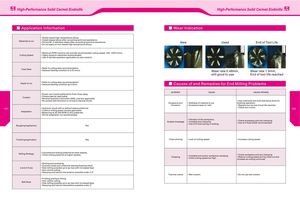
High-Performance Solid Cermet Endmills High-Performance Solid Cermet Endmills Application Information HI Wear Indication •Nickel-based high-temperature alloys. Materials to cut •Cobalt-based alloys after consulting technical assistance.•P6 and M1-3 stainless steels after consulting technical assistance. New Used End of Tool Life •Do not apply on iron-based high-temperature alloys. • Maximum RPM machine can provide recommended cutting speed: 250-1000 m/min. \/ Cutting Speed •Highly dynamic machines recommended. •Use of spindle speeders applicable (no wet coolant). /\ Feed Rate •Referto cutting data recommendation.•General starting condition fz 0,03 mm/z. Wear rate 0.48mm Wear rate 1,4mm, still good to use End of tool life reached Depth of cut •Referto cutting data recommendation.•General starting condition ap 0,5mm. Causes of and Remedies for End Milling Problems problem cause cause remedy •Power cool nozzle preferred to flush chips away. Coolant •Pressurised air applicable.•Minimal Quantity Lubrication (MQL) and dry applicable. •No coolant with emulsion or oil due to thermal shock. •Use undersize end mills that leave stock for Excessive burr •Softness of material to cut. finishing operation. formation •Excessive wear on radii. •Replace tool as end of tool life reached. 241 •Hydraulic chuck with or without sleeve preferred. •Check tool runout. 242 Adaptation •Collet or milling power chucks applicable.•Balancing at 25,000 RPM (2,5G) preferred. •Shrink adaptation not recommended. •Vibration of the workpiece.Sudden breakage•Unstable tool clamping.•Use of 6-flute tooling in slotting.•Check workpiece and tool clamping.•Use of 4-flute EADE recommended. Roughing Appliaction Yes Finishing Application Yes Chips sticking •Lack of cutting speed. •Increase cutting speed. Milling Strategy •Conventional milling preferred at lower speeds.•Climb milling preferred at higher speeds. Chipping •Unstable tool and/or workpiece clamping.•Initial cutting speed too high.•Check workpiece and tool clamping.•Reduce cutting speed during initial cut andincrease as cutting continues. •Slotting and pocketing. •Common sizes and undersize leaving finishing stock. 2 and 4-Flute •Side milling possible up to ap max with increased feed. •Non-centre cutting. •Ramping and helical interpolation possible under 2.5°. Thermal cracks •Wet coolant. •Do not use wet coolant. •Profiling and face milling. Ball Nose •Non-centre cutting.•Side milling possible up to ap max with increased feed. •Ramping and helical interpolation possible under 2°.