Каталог Sumitomo пластины с алмазными вставками Sumidia - страница 32
Навигация
 Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo твердосплавные заготовки
Каталог Sumitomo твердосплавные заготовки Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами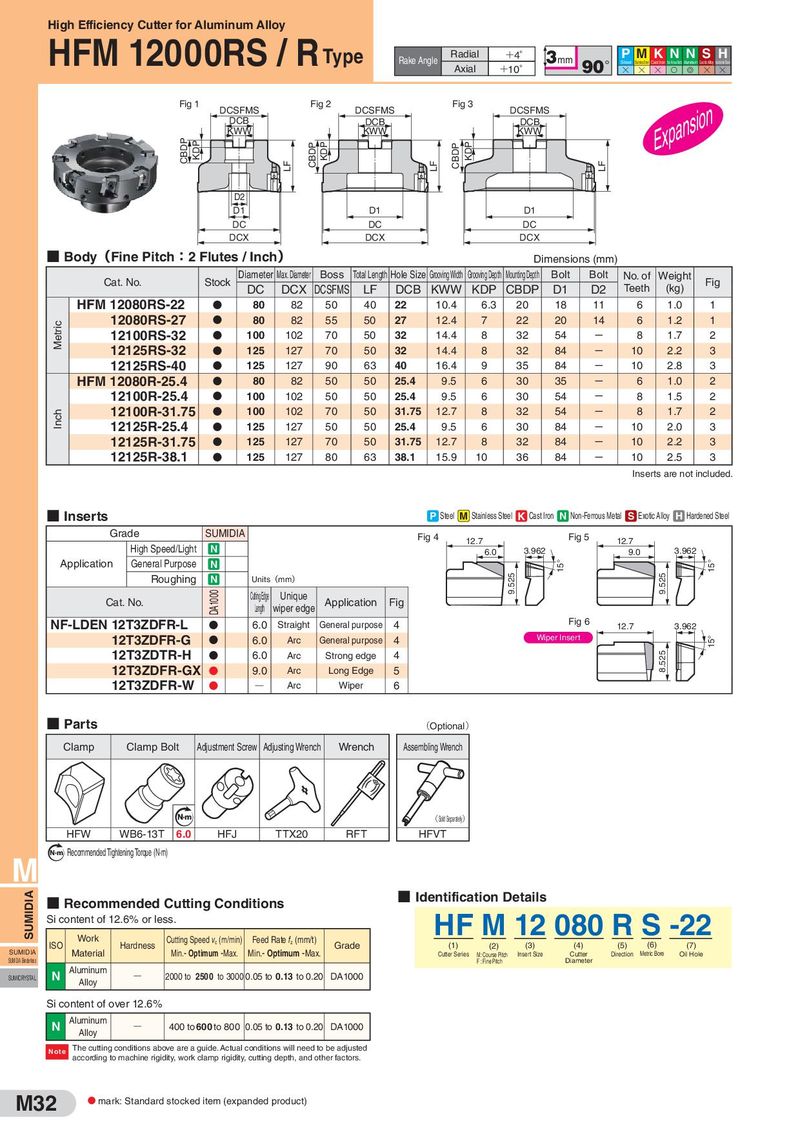
High Efficiency Cutter for Aluminum Alloy HFM 12000RS / R Type Rake Angle Radial +4° 3mm P M K N N S H Axial 90°Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminium Exotic Alloy Hardened Steel +10° H H H S G H H Fig 1 DCSFMS Fig 2 DCSFMS Fig 3 DCSFMS Expansion DCB DCB DCB KWW KWW KWW CBDP KDP CBDP KDP CBDP KDP LF LF LF D2 D1 D1 D1 DC DC DC DCX DCX DCX ■ Body(Fine Pitch:2 Flutes / Inch) Dimensions (mm) Cat. No. Stock Diameter Max. Diameter Boss Total Length Hole Size Grooving Width Grooving Depth Mounting Depth Bolt Bolt No. of Weight Fig DC DCX DCSFMS LF DCB KWW KDP CBDP D1 D2 Teeth (kg) HFM 12080RS-22 D 80 82 50 40 22 10.4 6.3 20 18 11 6 1.0 1 Metric 12080RS-27 D 80 82 55 50 27 12.4 7 22 20 14 6 1.2 1 12100RS-32 D 100 102 70 50 32 14.4 8 32 54 − 8 1.7 2 12125RS-32 D 125 127 70 50 32 14.4 8 32 84 − 10 2.2 3 12125RS-40 D 125 127 90 63 40 16.4 9 35 84 − 10 2.8 3 HFM 12080R-25.4 D 80 82 50 50 25.4 9.5 6 30 35 − 6 1.0 2 12100R-25.4 D 100 102 50 50 25.4 9.5 6 30 54 − 8 1.5 2 Inch 12100R-31.75 D 100 102 70 50 31.75 12.7 8 32 54 − 8 1.7 2 12125R-25.4 D 125 127 50 50 25.4 9.5 6 30 84 − 10 2.0 3 12125R-31.75 D 125 127 70 50 31.75 12.7 8 32 84 − 10 2.2 3 12125R-38.1 D 125 127 80 63 38.1 15.9 10 36 84 − 10 2.5 3 Inserts are not included. ■ Inserts P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel Grade SUMIDIA Fig 4 12.7 Fig 5 12.7 High Speed/Light N 6.0 3.962 9.0 3.962 Application General Purpose N 15° 15° Roughing N Units(mm) 9.525 9.525 Cat. No. DA1000 Cut ing Edge Unique Application Fig Length wiper edge NF-LDEN 12T3ZDFR-L D 6.0 Straight General purpose 4 Fig 6 12.7 3.962 12T3ZDFR-G D 6.0 Arc General purpose 4 Wiper Insert 15° 12T3ZDTR-H D 6.0 Arc Strong edge 4 8.525 12T3ZDFR-GX D 9.0 Arc Long Edge 5 12T3ZDFR-W D Q Arc Wiper 6 ■ Parts (Optional) Clamp Clamp Bolt Adjustment Screw Adjusting Wrench Wrench Assembling Wrench Nm (Sold Separately) HFW WB6-13T 6.0 HFJ TTX20 RFT HFVT N m Recommended Tightening Torque (N·m) M SUMIDIA ■ Recommended Cutting Conditions ■ Identification Details Si content of 12.6% or less. HF M 12 080 R S -22 ISO Work Hardness Cutting Speed vc (m/min) Feed Rate fz (mm/t) Grade (1) (2) (3) (4) (5) (6) (7) SUMIDIA Material Min.- Optimum -Max. Min.- Optimum -Max. Cutter Series M: Course Pitch Insert Size Cutter Direction Metric Bore Oil Hole SUMIDIA Binderless F : Fine Pitch Diameter N Aluminum Q 2000 to 2500 to 3000 0.05 to 0.13 to 0.20 DA1000 SUMICRYSTAL Alloy Si content of over 12.6% N Aluminum Q 400 to 600 to 800 0.05 to 0.13 to 0.20 DA1000 Alloy Note The cutting conditions above are a guide. Actual conditions will need to be adjusted according to machine rigidity, work clamp rigidity, cutting depth, and other factors. M32 D mark: Standard stocked item (expanded product)