Каталог Walter новая продукция 2018 - страница 103
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022 Общий каталог Walter 2017
Общий каталог Walter 2017 Брошюра Walter новинки 2021
Брошюра Walter новинки 2021 Каталог Walter новинки 2022
Каталог Walter новинки 2022- A – Токарная обработка
- Токарная обработка ISO – A1
- Обработка канавок – A2
- B – Сверление
- Сверление – B1
- Черновое и чистовое растачивание – B2
- B – Резьбонарезание
- Метчики – B3
- Раскатники – B3
- Резьбофрезы – B4
- C – Фрезерование
- Фрезы твердосплавные и керамические – C1
- Фрезы с пластинами – C2
- D – Инструментальная оснастка
- Оснастка для неподвижного инструмента – D1
- Оснастка для вращающегося инструмента – D2
- Токарная обработка ISO – A1
- Пластины Обзор программы пластин
- Пластины ISO без задних углов
- Пластины ISO с задними углами
- Пластины ISO с PCD/керамические
- Токарные инструменты Walter Turn для наружной обработки Токарные державки с хвостовиком прямоугольного сечения – пластины без задних углов
- Токарные державки с хвостовиком прямоугольного сечения – пластины с задними углами
- Токарные державки Walter Capto™ – пластины без задних углов
- Токарные державки Walter Capto™ – пластины с задними углами
- Токарные инструменты Walter Turn для внутренней обработки Расточные державки – пластины без задних углов
- Расточные державки – пластины с задними углами
- Втулки для расточных державок
- Обработка канавок – A2
- Пластины Режущие пластины GX с двумя режущими кромками
- Режущие пластины SX с одной режущей кромкой
- Режущие пластины MX с четырьмя режущими кромками
- Державки Walter Cut для отрезки и обработки канавок Державки/отрезные лезвия/расточные державки
- Техническая информация – A
- Токарная обработка Режимы резания
- Сборочные детали и комплектующие Державки Walter Turn c прижимом повышенной жесткости
- Обработка канавок Обзор геометрий пластин
- Рекомендации по применению
- Сверление – B1
- Твердосплавные сверла Система обозначений
- Сверла твердосплавные с внутренним подводом СОЖ
- Сверла твердосплавные без внутреннего подвода СОЖ
- Пластины для обработки отверстий Пластины для обработки отверстий
- Сверла с пластинами Система обозначений
- Сверла с пластинами
- Сверла быстрорежущие Сверла быстрорежущие
- Техническая информация – B1
- Сверла твердосплавные Режимы резания
- Сверла с пластинами Режимы резания
- Сверление со смещением X
- Стратегии сверления
- Сверла быстрорежущие Режимы резания
- Черновое и чистовое растачивание – B2
- Пластины для чернового и чистового растачивания Пластины для черновых и чистовых расточных оправок
- Инструменты для чернового и чистового растачивания Расточные инструменты Walter CaptoTM/ScrewFit/NCT с двумя режущими кромками
- Резцовые вставки с Чистовые резцовые вставки Walter
- Техническая информация – B2
- Черновые и чистовые расточные оправки Режимы резания
- Метчики – B3
- Метчики быстрорежущие HSS-E (-PM) Система обозначений
- M – метрическая резьба
- MF – метрическая резьба с мелким шагом
- UNC
- UNF
- NPT
- Раскатники – B3
- Раскатники машинные быстрорежущие HSS-E-PM Система обозначений
- M – метрическая резьба
- MF – метрическая резьба с мелким шагом
- Резьбофрезы – B4
- Резьбофрезы Система обозначений
- Резьбофрезы со сменными пластинами
- Техническая информация Режимы резания
- Корректирующие значения радиуса
- Применение инструмента
- Фрезы твердосплавные и керамические – C1
- Фрезы твердосплавные Система обозначений
- Фрезы для обработки уступов
- Фрезы для обработки уступов/пазов
- Фрезы для профильной обработки
- Фрезы твердосплавные с хвостовиком ConeFit Фрезы для обработки уступов/пазов
- Фрезы керамические Фрезы для обработки уступов/пазов
- Техническая информация Геометрия для обработки с высокой подачей
- Рекомендации по чистовой профильной обработке
- Максимальный угол врезания
- Фрезы с пластинами – C2
- Пластины для фрезерования Пластины с задними углами
- Пластины без задних углов
- Пластины тангенциальные
- Фрезы с пластинами Фрезы торцовые
- Фрезы для обработки уступов
- Фрезы для обработки пазов
- Фрезы для профильной обработки
- Техническая информация Режимы резания
- Рекомендации по выбору подачи
- Рекомендации по применению
- Сборочные детали и комплектующие Отвертки
- Оснастка для неподвижного инструмента – D1
- Инструментальная оснастка Walter Capto™ Адаптеры
- Базовые держатели VDI, цельные Базовые держатели VDI
- Оснастка для вращающегося инструмента – D2
- Инструментальная оснастка Walter Capto™ Патроны для синхронного резьбонарезания
- Переходные втулки Для внешнего охлаждения и внутреннего подвода СОЖ
- Техническая информация
- Оснастка для неподвижного инструмента Сборочные детали и комплектующие
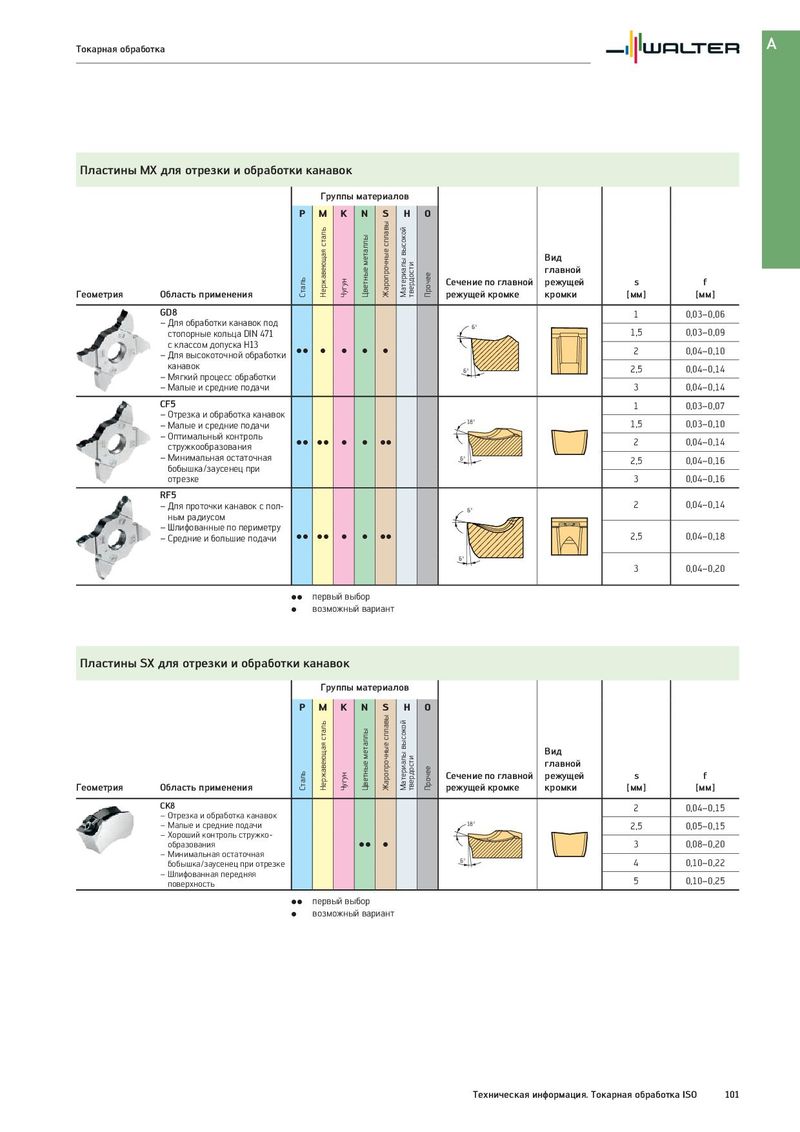
Токарная обработка A Пластины MX для отрезки и обработки канавок Группы материалов P M K N S H O Нержавеющая сталь Цветные металлы Жаропрочные сплавы Материалы высокой твердости Вид Прочее главной Сталь Чугун Сечение по главной режущей s f Геометрия Область применения режущей кромке кромки [мм] [мм] GD8 1 0,03–0,06 ––Для обработки канавок под 6° стопорные кольца DIN 471 1,5 0,03–0,09 с классом допуска H13 CC C C C C 2 0,04–0,10 ––Для высокоточной обработки канавок 6° 2,5 0,04–0,14 ––Мягкий процесс обработки ––Малые и средние подачи 3 0,04–0,14 CF5 1 0,03–0,07 ––Отрезка и обработка канавок ––Малые и средние подачи 18° 1,5 0,03–0,10 ––Оптимальный контроль CC CC C C CC 2 0,04–0,14 стружкообразования ––Минимальная остаточная 6° 2,5 0,04–0,16 бобышка/заусенец при отрезке 3 0,04–0,16 RF5 ––Для проточки канавок с пол- 6° 2 0,04–0,14 ным радиусом ––Шлифованные по периметру ––Средние и большие подачи CC CC C C CC 2,5 0,04–0,18 6° 3 0,04–0,20 CC первый выбор C возможный вариант Пластины SX для отрезки и обработки канавок Группы материалов P M K N S H O Нержавеющая сталь Цветные металлы Жаропрочные сплавы Материалы высокой твердости Вид Прочее главной Сталь Чугун Сечение по главной режущей s f Геометрия Область применения режущей кромке кромки [мм] [мм] CK8 2 0,04–0,15 ––Отрезка и обработка канавок ––Малые и средние подачи 18° 2,5 0,05–0,15 ––Хороший контроль стружко- образования CC C 3 0,08–0,20 ––Минимальная остаточная 6° бобышка/заусенец при отрезке 4 0,10–0,22 ––Шлифованная передняя 5 0,10–0,25 поверхность CC первый выбор C возможный вариант Техническая информация. Токарная обработка ISO 101