Каталог Sumitomo фрезы со сменными пластинами - страница 96
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
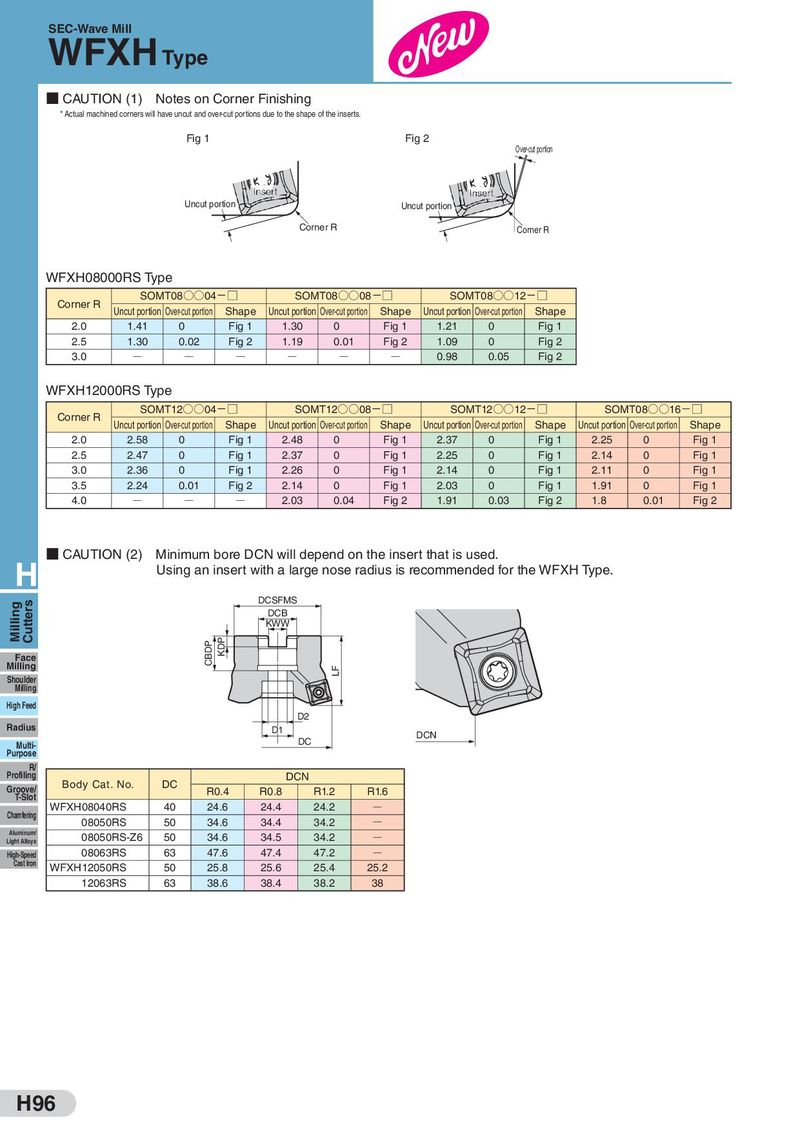
SEC-Wave Mill WFXH Type ■ CAUTION (1) Notes on Corner Finishing * Actual machined corners will have uncut and over-cut portions due to the shape of the inserts. Fig 1 Fig 2 Over-cut portion Insert Insert Uncut portion Uncut portion Corner R Corner R WFXH08000RS Type Corner R SOMT08○○04−□ SOMT08○○08−□ SOMT08○○12−□ Uncut portion Over-cut portion Shape Uncut portion Over-cut portion Shape Uncut portion Over-cut portion Shape 2.0 1.41 0 Fig 1 1.30 0 Fig 1 1.21 0 Fig 1 2.5 1.30 0.02 Fig 2 1.19 0.01 Fig 2 1.09 0 Fig 2 3.0 Q Q Q Q Q Q 0.98 0.05 Fig 2 WFXH12000RS Type Corner R SOMT12○○04−□ SOMT12○○08−□ SOMT12○○12−□ SOMT08○○16−□ Uncut portion Over-cut portion Shape Uncut portion Over-cut portion Shape Uncut portion Over-cut portion Shape Uncut portion Over-cut portion Shape 2.0 2.58 0 Fig 1 2.48 0 Fig 1 2.37 0 Fig 1 2.25 0 Fig 1 2.5 2.47 0 Fig 1 2.37 0 Fig 1 2.25 0 Fig 1 2.14 0 Fig 1 3.0 2.36 0 Fig 1 2.26 0 Fig 1 2.14 0 Fig 1 2.11 0 Fig 1 3.5 2.24 0.01 Fig 2 2.14 0 Fig 1 2.03 0 Fig 1 1.91 0 Fig 1 4.0 Q Q Q 2.03 0.04 Fig 2 1.91 0.03 Fig 2 1.8 0.01 Fig 2 ■ CAUTION (2) Minimum bore DCN will depend on the insert that is used. H Using an insert with a large nose radius is recommended for the WFXH Type. Milling Cutters DCSFMS DCB KWW Face CBDP KDP Milling LF Shoulder Milling High Feed D2 Radius D1 DCN Multi- DC Purpose R/ Profiling DCN Body Cat. No. DC Groove/ R0.4 R0.8 R1.2 R1.6 T-Slot Chamfering WFXH08040RS 40 24.6 24.4 24.2 Q 08050RS 50 34.6 34.4 34.2 Q Aluminum/ 08050RS-Z6 50 34.6 34.5 34.2 Q Light Alloys High-Speed 08063RS 63 47.6 47.4 47.2 Q Cast Iron WFXH12050RS 50 25.8 25.6 25.4 25.2 12063RS 63 38.6 38.4 38.2 38 H96