Каталог Sumitomo фрезы со сменными пластинами - страница 134
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
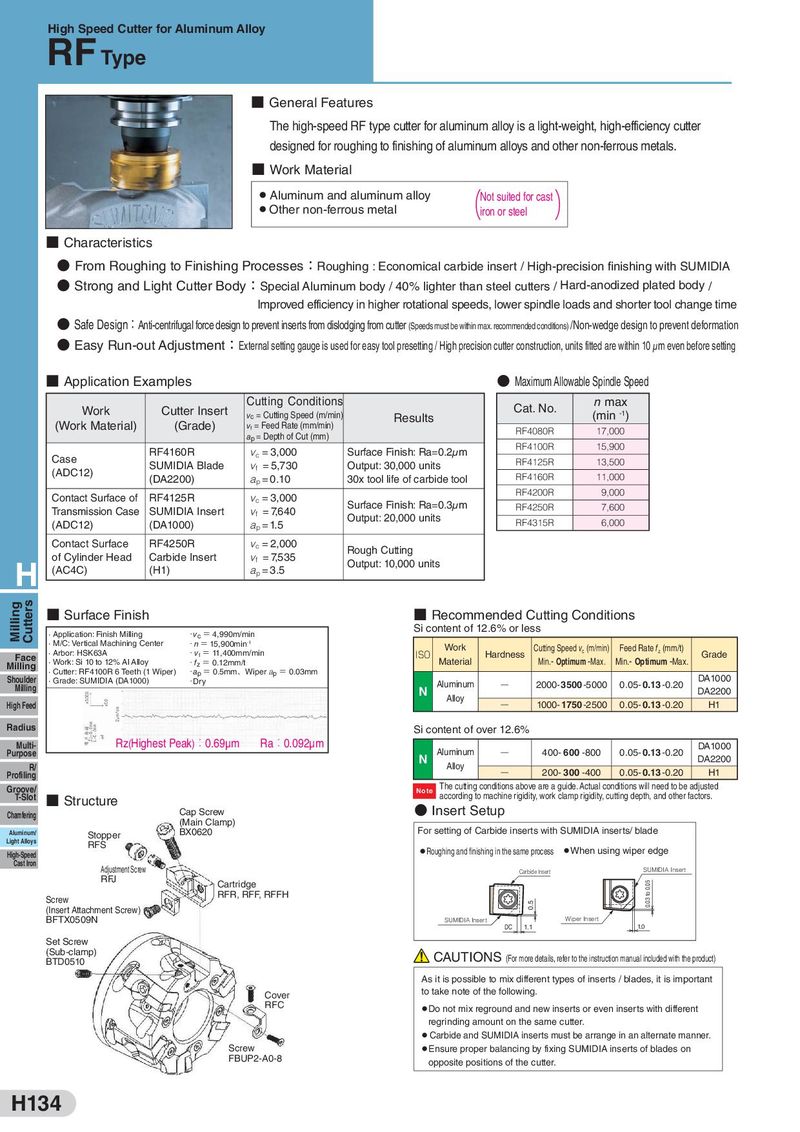
High Speed Cutter for Aluminum Alloy RF Type ■ General Features The high-speed RF type cutter for aluminum alloy is a light-weight, high-efficiency cutter designed for roughing to finishing of aluminum alloys and other non-ferrous metals. ■ Work Material ● Aluminum and aluminum alloy ( ) Not suited for cast ● Other non-ferrous metal iron or steel ■ Characteristics ● From Roughing to Finishing Processes:Roughing : Economical carbide insert / High-precision finishing with SUMIDIA ● Strong and Light Cutter Body:Special Aluminum body / 40% lighter than steel cutters / Hard-anodized plated body / Improved efficiency in higher rotational speeds, lower spindle loads and shorter tool change time ● Safe Design:Anti-centrifugal force design to prevent inserts from dislodging from cutter (Speeds must be within max.recommended conditions) /Non-wedge design to prevent deformation ● Easy Run-out Adjustment:External setting gauge is used for easy tool presetting / High precision cutter construction, units fitted are within 10 μm even before setting ■ Application Examples ● Maximum Allowable Spindle Speed Work Cutter Insert Cutting Conditions Cat. No. n max vc = Cutting Speed (m/min) Results (min -1) (Work Material) (Grade) vf = Feed Rate (mm/min) RF4080R 17,000 ap = Depth of Cut (mm) RF4160R vc = 3,000 Surface Finish: Ra=0.2μm RF4100R 15,900 Case SUMIDIA Blade vf = 5,730 Output: 30,000 units RF4125R 13,500 (ADC12) (DA2200) ap = 0.10 30x tool life of carbide tool RF4160R 11,000 Contact Surface of RF4125R vc = 3,000 RF4200R 9,000 Transmission Case SUMIDIA Insert vf = 7,640 Surface Finish: Ra=0.3μm RF4250R 7,600 (ADC12) (DA1000) ap = 1.5 Output: 20,000 units RF4315R 6,000 Contact Surface RF4250R vc = 2,000 Rough Cutting of Cylinder Head Carbide Insert vf = 7,535 Output: 10,000 units H (AC4C) (H1) ap = 3.5 Milling Cutters ■ Surface Finish ■ Recommended Cutting Conditions · Application: Finish Milling ・vc = 4,990m/min Si content of 12.6% or less · M/C: Vertical Machining Center ・ n = 15,900min-1 Work Cutting Speed vc (m/min) Feed Rate fz (mm/t) Face · Arbor: HSK63A ・ vf = 11,400mm/min ISO Hardness Min.- Optimum -Max. Min.- Optimum -Max. Grade Milling · Work: Si 10 to 12% Al Alloy ・ fz = 0.12mm/t Material · Cutter: RF4100R 6 Teeth (1 Wiper) ・ap = 0.5mm、Wiper ap = 0.03mm DA1000 Shoulder · Grade: SUMIDIA (DA1000) ・Dry Aluminum Q 2000- 3500 -5000 0.05- 0.13 -0.20 Milling N DA2200 Alloy High Feed Q 1000- 1750 -2500 0.05- 0.13 -0.20 H1 Radius Si content of over 12.6% Multi- Rz(Highest Peak):0.69μm Ra:0.092μm Aluminum Q 400- 600 -800 0.05- 0.13 -0.20 DA1000 Purpose N DA2200 R/ Alloy Q 200- 300 -400 0.05- 0.13 -0.20 H1 Profiling Groove/ Note The cutting conditions above are a guide. Actual conditions will need to be adjusted T-Slot ■ Structure according to machine rigidity, work clamp rigidity, cutting depth, and other factors. Chamfering Cap Screw ● Insert Setup (Main Clamp) Aluminum/ Stopper BX0620 For setting of Carbide inserts with SUMIDIA inserts/ blade Light Alloys RFS High-Speed ● Roughing and finishing in the same process ● When using wiper edge Cast Iron Adjustment Screw Carbide Insert SUMIDIA Insert RFJ Cartridge 0.03 to 0.05 Screw RFR, RFF, RFFH (Insert Attachment Screw) 0.5 BFTX0509N SUMIDIA Insert Wiper Insert DC 1.1 1.0 Set Screw (Sub-clamp) CAUTIONS (For more details, refer to the instruction manual included with the product) BTD0510 As it is possible to mix different types of inserts / blades, it is important Cover to take note of the following. RFC ● Do not mix reground and new inserts or even inserts with different regrinding amount on the same cutter. ● Carbide and SUMIDIA inserts must be arrange in an alternate manner. Screw ● Ensure proper balancing by fixing SUMIDIA inserts of blades on FBUP2-A0-8 opposite positions of the cutter. H134