Каталог Sumitomo фрезы со сменными пластинами - страница 59
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
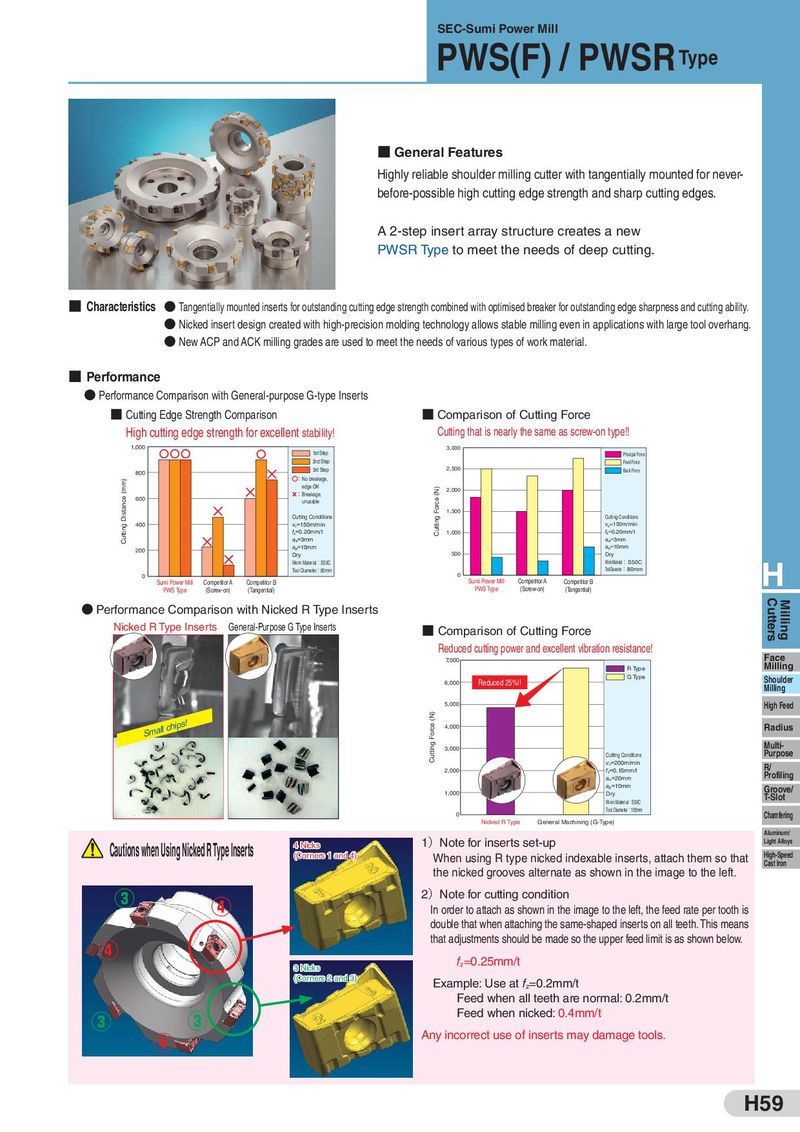
SEC-Sumi Power Mill PWS(F) / PWSR Type ■ General Features Highly reliable shoulder milling cutter with tangentially mounted for never- before-possible high cutting edge strength and sharp cutting edges. A 2-step insert array structure creates a new PWSR Type to meet the needs of deep cutting. ■ Characteristics ● Tangentially mounted inserts for outstanding cutting edge strength combined with optimised breaker for outstanding edge sharpness and cutting ability. ● Nicked insert design created with high-precision molding technology allows stable milling even in applications with large tool overhang. ● New ACP and ACK milling grades are used to meet the needs of various types of work material. ■ Performance ● Performance Comparison with General-purpose G-type Inserts ■ Cutting Edge Strength Comparison ■ Comparison of Cutting Force High cutting edge strength for excellent stability! Cutting that is nearly the same as screw-on type!! 1,000 3,000 1st Step Principal Force 2nd Step Feed Force 800 3rd Step 2,500 Back Force Cutting Distance (mm) ○:No breakage, edge OK Cutting Force (N) 2,000 600 ×:Breakage, unusable 1,500 Cutting Conditions Cutting Conditions 400 vc=150m/min vc=150m/min fz=0.20mm/t 1,000 fz=0.20mm/t ae=3mm ae=3mm 200 ap=10mm ap=10mm Dry 500 Dry Work Material:S50C Work Material:S50C H Tool Diameter:80mm Tool Diameter:80mm 0 0 Sumi Power Mill Competitor A Competitor B Sumi Power Mill Competitor A Competitor B PWS Type (Screw-on) (Tangential) PWS Type (Screw-on) (Tangential) ● Performance Comparison with Nicked R Type Inserts Cutters Milling Nicked R Type Inserts General-Purpose G Type Inserts ■ Comparison of Cutting Force Reduced cutting power and excellent vibration resistance! Face 7,000 Milling R Type Reduced 25%!! G Type Shoulder 6,000 Milling 5,000 High Feed Small chips! Cutting Force (N) 4,000 Radius 3,000 Multi- Purpose Cutting Conditions vc=200m/min R/ 2,000 fz=0.15mm/t Profiling ae=20mm ap=10mm Groove/ 1,000 Dry T-Slot Work Material:S50C 0 Tool Diameter:100mm Chamfering Nicked R Type General Machining (G-Type) Aluminum/ Cautions when Using Nicked RType Inserts 4 Nicks 1)Note for inserts set-up Light Alloys (Corners 1 and 4) When using R type nicked indexable inserts, attach them so that High-Speed the nicked grooves alternate as shown in the image to the left. Cast Iron ③ ④ 2)Note for cutting condition In order to attach as shown in the image to the left, the feed rate per tooth is double that when attaching the same-shaped inserts on all teeth. This means ④ that adjustments should be made so the upper feed limit is as shown below. 3 Nicks fz=0.25mm/t (Corners 2 and 3) Example: Use at fz=0.2mm/t Feed when all teeth are normal: 0.2mm/t ③ ③ Feed when nicked: 0.4mm/t ④ Any incorrect use of inserts may damage tools. H59