Каталог Sumitomo фрезы со сменными пластинами - страница 23
Навигация
 Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
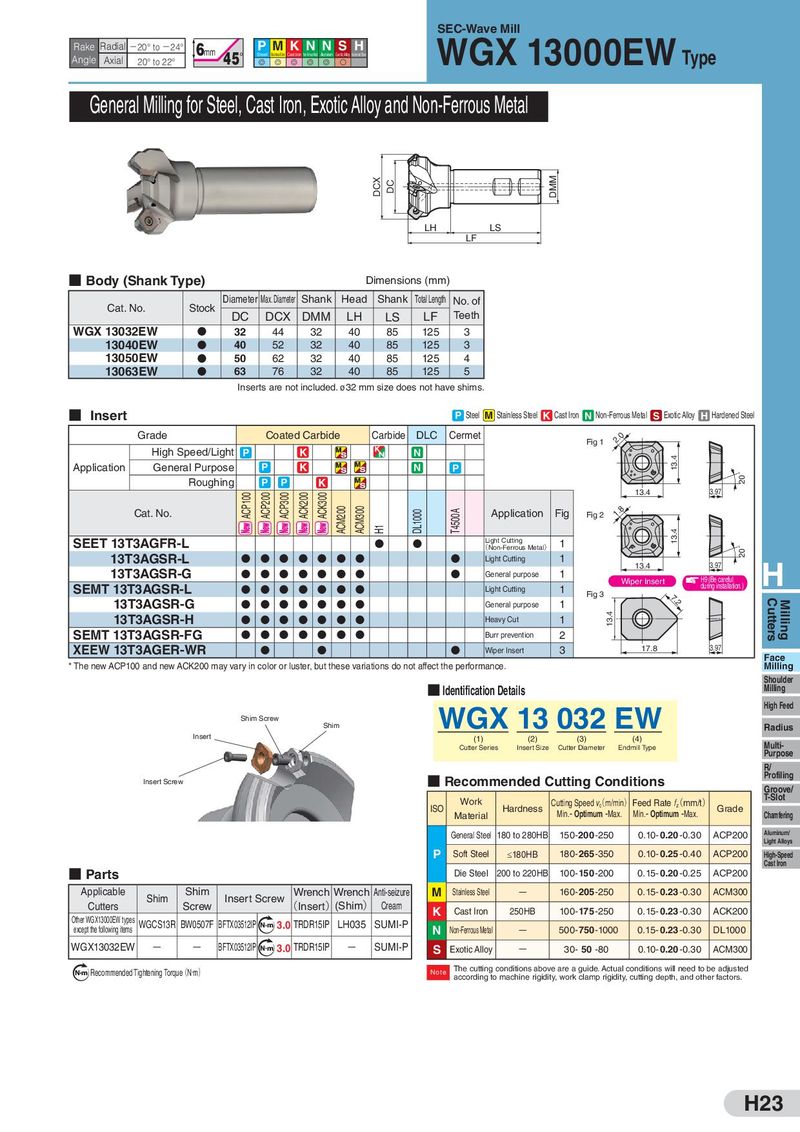
SEC-Wave Mill Rake Radial −20° to −24° 6mm 45° P M K N N SH WGX 13000EW Type Angle Axial Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel 20° to 22° G G G G G S General Milling for Steel, Cast Iron, Exotic Alloy and Non-Ferrous Metal DCX DC DMM LH LS LF ■ Body (Shank Type) Dimensions (mm) Cat. No. Stock Diameter Max. Diameter Shank Head Shank Total Length No. of DC DCX DMM LH LS LF Teeth WGX 13032EW D 32 44 32 40 85 125 3 13040EW D 40 52 32 40 85 125 3 13050EW D 50 62 32 40 85 125 4 13063EW D 63 76 32 40 85 125 5 Inserts are not included. ø32 mm size does not have shims. ■ Insert P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel Grade Coated Carbide Carbide DLC Cermet Fig 1 2.0 High Speed/Light P K N 13.4 Application General Purpose P K N P 20° Roughing P P K ACP100 ACP200 ACP300 ACK200 ACK300 13.4 3.97 Cat. No. ACM200 ACM300 DL1000 T4500A Application Fig Fig 2 1.8 H1 13.4 SEET 13T3AGFR-L D D Light Cutting 1 20° (Non-Ferrous Metal) 13T3AGSR-L D D D D D D D D Light Cutting 1 13.4 3.97 H 13T3AGSR-G D D D D D D D D General purpose 1 Wiper Insert H9 (Be careful SEMT 13T3AGSR-L D D D D D D D Light Cutting 1 during installation.) Fig 3 7.2 Cutters 13T3AGSR-G D D D D D D D General purpose 1 Milling 13T3AGSR-H D D D D D D D Heavy Cut 1 13.4 SEMT 13T3AGSR-FG D D D D D D D Burr prevention 2 XEEW 13T3AGER-WR D D D Wiper Insert 3 17.8 3.97 Face Milling * The new ACP100 and new ACK200 may vary in color or luster, but these variations do not affect the performance. Shoulder Milling ■ Identification Details WGX 13 032 EW High Feed Shim Screw Shim Radius Insert (1) (2) (3) (4) Cutter Series Insert Size Cutter Diameter Endmill Type Multi- Purpose R/ Profiling Insert Screw ■ Recommended Cutting Conditions Groove/ T-Slot Work Cutting Speed v(c m/min) Feed Rate f(z mm/t) ISO Hardness Grade Material Min.- Optimum -Max. Min.- Optimum -Max. Chamfering General Steel 180 to 280HB 150-200-250 0.10- 0.20 -0.30 ACP200 Aluminum/ Light Alloys P Soft Steel ≤180HB 180- 265 -350 0.10- 0.25 -0.40 ACP200 High-Speed Cast Iron ■ Parts Die Steel 200 to 220HB 100- 150 -200 0.15- 0.20 -0.25 ACP200 Applicable Shim Shim Insert Screw Wrench Wrench Anti-seizure M Stainless Steel − 160- 205 -250 0.15- 0.23 -0.30 ACM300 Cutters Screw (Insert)(Shim) Cream K Cast Iron 250HB 100- 175 -250 0.15- 0.23 -0.30 ACK200 Other WGX13000EW types WGCS13R BW0507F BFTX03512IP N m 3.0 TRDR15IP LH035 SUMI-P except the following items N Non-Ferrous Metal − 500- 750 -1000 0.15- 0.23 -0.30 DL1000 WGX13032EW − − BFTX03512IP N m 3.0 TRDR15IP − SUMI-P S Exotic Alloy − 30- 50 -80 0.10- 0.20 -0.30 ACM300 N m Recommended Tightening Torque(N・m) Note The cutting conditions above are a guide. Actual conditions will need to be adjusted according to machine rigidity, work clamp rigidity, cutting depth, and other factors. H23