Каталог Sumitomo твердосплавные пластины - страница 18
Навигация
 Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo модульные системы для револьверных головок токарных станков
Каталог Sumitomo модульные системы для револьверных головок токарных станков Каталог Sumitomo токарные резцы (державки) для внутреннего точения
Каталог Sumitomo токарные резцы (державки) для внутреннего точения Каталог Sumitomo сверла и развертки
Каталог Sumitomo сверла и развертки Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo твердосплавные заготовки
Каталог Sumitomo твердосплавные заготовки - B001
- B002
- B003
- B004
- B005
- B006
- B007
- B008
- B009
- B010
- B011
- B012
- B013
- B014
- B015
- B016
- B017
- B018
- B019
- B020
- B021
- B022
- B023
- B024
- B025
- B026
- B027
- B028
- B029
- B030
- B031
- B032
- B033
- B034
- B035
- B036
- B037
- B038
- B039
- B040
- B041
- B042
- B043
- B044
- B045
- B046
- B047
- B048
- B049
- B050
- B051
- B052
- B053
- B054
- B055
- B056
- B057
- B058
- B059
- B060
- B061
- B062
- B063
- B064
- B065
- B066
- B067
- B068
- B069
- B070
- B071
- B072
- B073
- B074
- B075
- B076
- B077
- B078
- B079
- B080
- B081
- B082
- B083
- B084
- B085
- B086
- B087
- B088
- B089
- B090
- B091
- B092
- B093
- B094
- B095
- B096
- B097
- B098
- B099
- B100
- B101
- B102
- B103
- B104
- B105
- B106
- B107
- B108
- B109
- B110
- B111
- B112
- B113
- B114
- B115
- B116
- B117
- B118
- B119
- B120
- B121
- B122
- B123
- B124
- B125
- B126
- B127
- B128
- B129
- B130
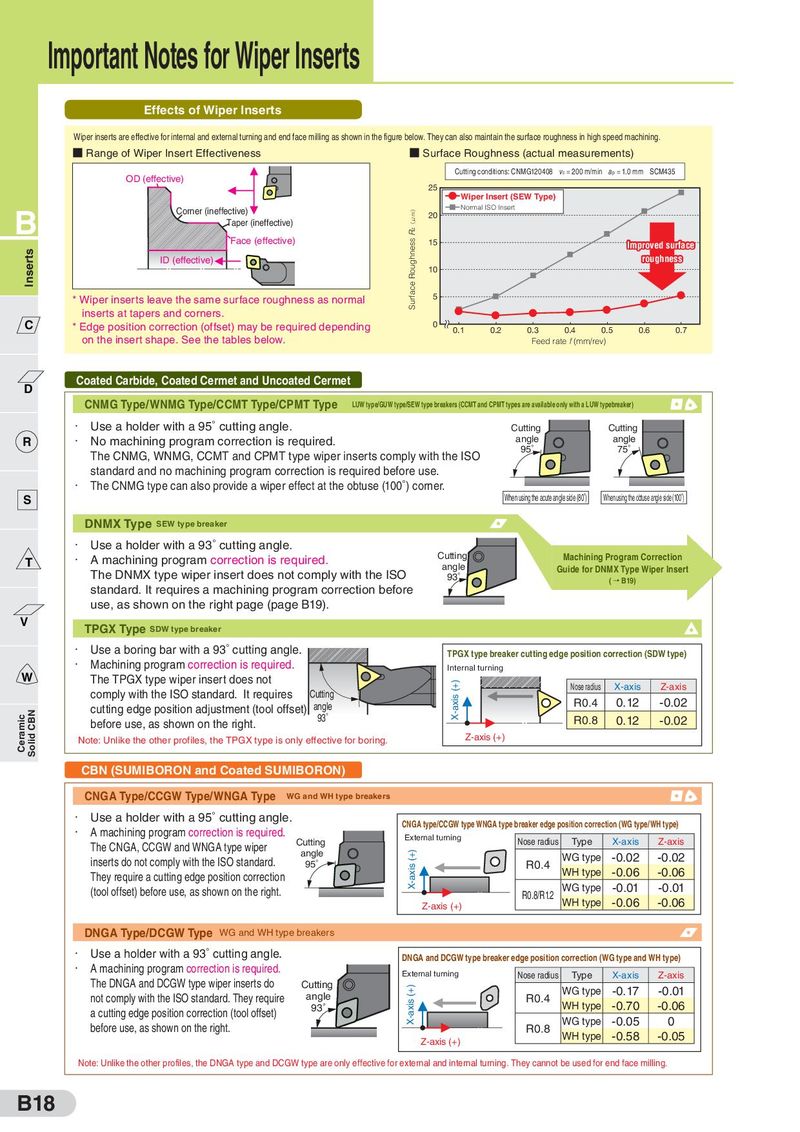
Important Notes for Wiper Inserts Effects of Wiper Inserts Wiper inserts are effective for internal and external turning and end face milling as shown in the figure below. They can also maintain the surface roughness in high speed machining. ■ Range of Wiper Insert Effectiveness ■ Surface Roughness (actual measurements) OD (effective) Cutting conditions: CNMG120408 vc = 200 m/min ap = 1.0 mm SCM435 25 Wiper Insert (SEW Type) B Corner (ineffective) Rz(μm) Normal ISO Insert Taper (ineffective) 20 Face (effective) Surface Roughness 15 Improved surface Inserts ID (effective) roughness 10 * Wiper inserts leave the same surface roughness as normal 5 inserts at tapers and corners. C * Edge position correction (offset) may be required depending 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 on the insert shape. See the tables below. Feed rate f (mm/rev) D Coated Carbide, Coated Cermet and Uncoated Cermet CNMG Type/WNMG Type/CCMT Type/CPMT Type LUW type/GUW type/SEW type breakers (CCMT and CPMT types are available only with a LUW typebreaker) ・ Use a holder with a 95 cutting angle. Cutting Cutting R ・ No machining program correction is required. angle angle The CNMG, WNMG, CCMT and CPMT type wiper inserts comply with the ISO 95° 75° standard and no machining program correction is required before use. ・ The CNMG type can also provide a wiper effect at the obtuse (100 ) corner. S When using the acute angle side (80°) When using the obtuse angle side (100°) DNMX Type SEW type breaker ・ Use a holder with a 93 cutting angle. T ・ A machining program correction is required. Cutting Machining Program Correction The DNMX type wiper insert does not comply with the ISO angle Guide for DNMX Type Wiper Insert 93° ( → B19) standard. It requires a machining program correction before use, as shown on the right page (page B19). V TPGX Type SDW type breaker ・ Use a boring bar with a 93 cutting angle. TPGX type breaker cutting edge position correction (SDW type) ・ Machining program correction is required. Internal turning W The TPGX type wiper insert does not (+) Nose radius X-axis Z-axis comply with the ISO standard. It requires Cutting X-axis R0.4 0.12 -0.02 Solid CBN cutting edge position adjustment (tool offset) angle Ceramic 93° before use, as shown on the right. R0.8 0.12 -0.02 Note: Unlike the other profiles, the TPGX type is only effective for boring. Z-axis (+) CBN (SUMIBORON and Coated SUMIBORON) CNGA Type/CCGW Type/WNGA Type WG and WH type breakers ・ Use a holder with a 95 cutting angle. CNGA type/CCGW type WNGA type breaker edge position correction (WG type/WH type) ・ A machining program correction is required. External turning Nose radius Type X-axis Z-axis The CNGA, CCGW and WNGA type wiper Cutting inserts do not comply with the ISO standard. angle X-axis (+) WG type -0.02 -0.02 95° R0.4 WH type -0.06 -0.06 They require a cutting edge position correction -0.01 -0.01 (tool offset) before use, as shown on the right. R0.8/R1.2 WG type Z-axis (+) WH type -0.06 -0.06 DNGA Type/DCGW Type WG and WH type breakers ・ Use a holder with a 93 cutting angle. DNGA and DCGW type breaker edge position correction (WG type and WH type) ・ A machining program correction is required. External turning Nose radius Type X-axis Z-axis The DNGA and DCGW type wiper inserts do Cutting X-axis (+) WG type -0.17 -0.01 not comply with the ISO standard. They require angle R0.4 -0.70 -0.06 a cutting edge position correction (tool offset) 93° WH type before use, as shown on the right. R0.8 WG type -0.05 0 Z-axis (+) WH type -0.58 -0.05 Note: Unlike the other profiles, the DNGA type and DCGW type are only effective for external and internal turning. They cannot be used for end face milling. B18