Общий каталог RightWay - страница 239
Навигация
 Каталог R-Way инструмент из быстрорежущей стали
Каталог R-Way инструмент из быстрорежущей стали Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way свёрла и буры
Каталог R-Way свёрла и буры Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
- Страница 75
- Страница 76
- Страница 77
- Страница 78
- Страница 79
- Страница 80
- Страница 81
- Страница 82
- Страница 83
- Страница 84
- Страница 85
- Страница 86
- Страница 87
- Страница 88
- Страница 89
- Страница 90
- Страница 91
- Страница 92
- Страница 93
- Страница 94
- Страница 95
- Страница 96
- Страница 97
- Страница 98
- Страница 99
- Страница 100
- Страница 101
- Страница 102
- Страница 103
- Страница 104
- Страница 105
- Страница 106
- Страница 107
- Страница 108
- Страница 109
- Страница 110
- Страница 111
- Страница 112
- Страница 113
- Страница 114
- Страница 115
- Страница 116
- Страница 117
- Страница 118
- Страница 119
- Страница 120
- Страница 121
- Страница 122
- Страница 123
- Страница 124
- Страница 125
- Страница 126
- Страница 127
- Страница 128
- Страница 129
- Страница 130
- Страница 131
- Страница 132
- Страница 133
- Страница 134
- Страница 135
- Страница 136
- Страница 137
- Страница 138
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
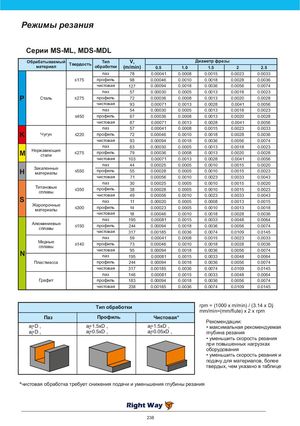
Режимы резания Серии MS-ML, MDS-MDL Обрабатываемый Тип Vc Диаметр фрезы Твердость материал обработки (m/min) 0.5 1.0 1.5 2 2.5 паз 78 0.00041 0.0008 0.0015 0.0023 0.0033 ≤175 профиль 98 0.00046 0.0010 0.0018 0.0028 0.0036 чистовая 127 0.00094 0.0018 0.0036 0.0056 0.0074 паз 57 0.00030 0.0005 0.0013 0.0018 0.0023 P Сталь ≤275 профиль 72 0.00036 0.0008 0.0013 0.0020 0.0028 чистовая 93 0.00071 0.0013 0.0028 0.0041 0.0056 паз 54 0.00030 0.0005 0.0013 0.0018 0.0023 ≤450 профиль 67 0.00036 0.0008 0.0013 0.0020 0.0028 чистовая 87 0.00071 0.0013 0.0028 0.0041 0.0056 паз 57 0.00041 0.0008 0.0015 0.0023 0.0033 K Чугун ≤220 профиль 72 0.00046 0.0010 0.0018 0.0028 0.0036 чистовая 93 0.00094 0.0018 0.0036 0.0056 0.0074 паз 63 0.00030 0.0005 0.0013 0.0018 0.0023 Нержавеющие M стали ≤275 профиль 79 0.00036 0.0008 0.0013 0.0020 0.0028 чистовая 103 0.00071 0.0013 0.0028 0.0041 0.0056 паз 44 0.00025 0.0005 0.0010 0.0015 0.0020 Закаленные H материалы ≤550 профиль 55 0.00028 0.0005 0.0010 0.0015 0.0023 чистовая 71 0.00056 0.0010 0.0023 0.0033 0.0043 паз 30 0.00025 0.0005 0.0010 0.0015 0.0020 Титановые профиль ≤350 38 0.00028 0.0005 0.0010 0.0015 0.0023 сплавы чистовая 49 0.00056 0.0010 0.0023 0.0033 0.0043 S паз 11 0.00020 0.0005 0.0008 0.0013 0.0015 Жаропрочные ≤300 профиль 14 0.00023 0.0005 0.0010 0.0013 0.0018 материалы чистовая 18 0.00046 0.0010 0.0018 0.0028 0.0036 паз 195 0.00081 0.0015 0.0033 0.0048 0.0064 Алюминиевые профиль ≤150 244 0.00094 0.0018 0.0036 0.0056 0.0074 сплавы чистовая 317 0.00185 0.0036 0.0074 0.0109 0.0145 паз 59 0.00041 0.0008 0.0015 0.0023 0.0033 Медные профиль ≤140 73 0.00046 0.0010 0.0018 0.0028 0.0036 сплавы чистовая 95 0.00094 0.0018 0.0036 0.0056 0.0074 N паз 195 0.00081 0.0015 0.0033 0.0048 0.0064 Пластмасса профиль 244 0.00094 0.0018 0.0036 0.0056 0.0074 чистовая 317 0.00185 0.0036 0.0074 0.0109 0.0145 паз 146 0.00081 0.0015 0.0033 0.0048 0.0064 Графит профиль 183 0.00094 0.0018 0.0036 0.0056 0.0074 чистовая 238 0.00185 0.0036 0.0074 0.0109 0.0145 Тип обработки rpm = (1000 x m/min) / (3.14 x D)1 mm/min=(mm/flute) x 2 x rpm Паз Профиль Чистовая* Рекомендации: a=D p 1 a=1.5xD p 1 a=1.5xD p 1 • максимальная рекомендуемая a=D e 1 a=0.5xD e 1 a=0.05xD e 1 глубина резания • уменьшить скорость резания при повышенных нагрузках оборудования • уменьшить скорость резания и подачу для материалов, более твердых, чем указано в таблице *чистовая обработка требует снижения подачи и уменьшения глубины резания 238