Общий каталог RightWay - страница 147
Навигация
 Каталог R-Way инструмент из быстрорежущей стали
Каталог R-Way инструмент из быстрорежущей стали Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way свёрла и буры
Каталог R-Way свёрла и буры Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
- Страница 75
- Страница 76
- Страница 77
- Страница 78
- Страница 79
- Страница 80
- Страница 81
- Страница 82
- Страница 83
- Страница 84
- Страница 85
- Страница 86
- Страница 87
- Страница 88
- Страница 89
- Страница 90
- Страница 91
- Страница 92
- Страница 93
- Страница 94
- Страница 95
- Страница 96
- Страница 97
- Страница 98
- Страница 99
- Страница 100
- Страница 101
- Страница 102
- Страница 103
- Страница 104
- Страница 105
- Страница 106
- Страница 107
- Страница 108
- Страница 109
- Страница 110
- Страница 111
- Страница 112
- Страница 113
- Страница 114
- Страница 115
- Страница 116
- Страница 117
- Страница 118
- Страница 119
- Страница 120
- Страница 121
- Страница 122
- Страница 123
- Страница 124
- Страница 125
- Страница 126
- Страница 127
- Страница 128
- Страница 129
- Страница 130
- Страница 131
- Страница 132
- Страница 133
- Страница 134
- Страница 135
- Страница 136
- Страница 137
- Страница 138
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
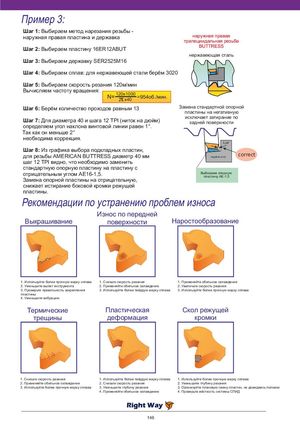
Пример 3: Шаг 1: Выбираем метод нарезания резьбы - наружная правая пластина и державка наружная правая трапециидальная резьба BUTTRESS Шаг 2: Выбираем пластину 16ER12ABUT нержавеющая сталь Шаг 3: Выбираем державку SER2525M16 Шаг 4: Выбираем сплав: для нержавеющей стали берём 3020 Шаг 5: Выбираем скорость резания 120м/мин Вычисляем частоту вращения: 120х1000 N= х40 =954об./мин. Шаг 6: Берём количество проходов равным 13 Замена стандартной опорной пластины на негативную исключает затирание по Шаг 7: Для диаметра 40 и шага 12 TPI (ниток на дюйм) задней поверхности определяем угол наклона винтовой линии равен 1°. Так как он меньше 2° необходима коррекция. 3,34° Шаг 8: Из графика выбора подкладных пластин, для резьбы AMERICAN BUTTRESS диаметр 40 мм negative anvil correct шаг 12 TPI видно, что необходимо заменить стандартную опорную пластину на пластину с отрицательным углом AE16-1,5. Выбираем опорную пластину AE-1,5 Замена опорной пластины на отрицательную, снижает истирание боковой кромки режущей пластины. Рекомендации по устранению проблем износа Износ по передней Выкрашивание поверхности Наростообразование 1. Используйте более прочную марку сплава 1. Снизьте скорость резания 1. Применяйте обильное охлаждение 2. Уменьшите вылет инструмента 2. Применяйте обильное охлаждение 2. Увеличьте скорость резания 3. Проверьте правильность закрепления 3. Используйте более твёрдую марку сплава 3. Используйте более прочную марку сплава пластины 4. Уменьшите вибрацию Термические Пластическая Скол режущей трещины деформация кромки 1. Снизьте скорость резания 1. Используйте более твёрдую марку сплава 1. Используйте более прочную марку сплава 2. Применяйте обильное охлаждение 2. Снизьте скорость резания 2. Уменьшите глубину резания 3. Используйте более прочную марку сплава 3. Уменьшите глубину резания 3. Организуйте плановую смену пластин, не дожидаясь поломки 4. Применяйте обильное охлаждение 4. Проверьте жёсткость системы СПИД 146