Общий каталог RightWay - страница 237
Навигация
 Каталог R-Way инструмент из быстрорежущей стали
Каталог R-Way инструмент из быстрорежущей стали Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way свёрла и буры
Каталог R-Way свёрла и буры Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
- Страница 75
- Страница 76
- Страница 77
- Страница 78
- Страница 79
- Страница 80
- Страница 81
- Страница 82
- Страница 83
- Страница 84
- Страница 85
- Страница 86
- Страница 87
- Страница 88
- Страница 89
- Страница 90
- Страница 91
- Страница 92
- Страница 93
- Страница 94
- Страница 95
- Страница 96
- Страница 97
- Страница 98
- Страница 99
- Страница 100
- Страница 101
- Страница 102
- Страница 103
- Страница 104
- Страница 105
- Страница 106
- Страница 107
- Страница 108
- Страница 109
- Страница 110
- Страница 111
- Страница 112
- Страница 113
- Страница 114
- Страница 115
- Страница 116
- Страница 117
- Страница 118
- Страница 119
- Страница 120
- Страница 121
- Страница 122
- Страница 123
- Страница 124
- Страница 125
- Страница 126
- Страница 127
- Страница 128
- Страница 129
- Страница 130
- Страница 131
- Страница 132
- Страница 133
- Страница 134
- Страница 135
- Страница 136
- Страница 137
- Страница 138
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
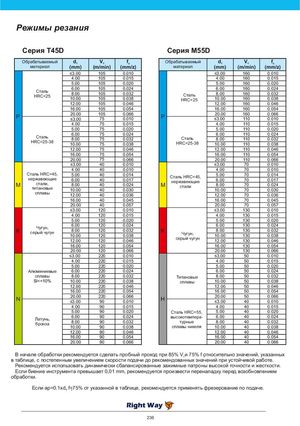
Режимы резания Серия T45D Серия M55D Обрабатываемый d1 Vc fz Обрабатываемый d1 Vc fz материал (mm) (m/min) (mm/z) материал (mm) (m/min) (mm/z) ≤3.00 105 0.010 ≤3.00 160 0.010 4.00 105 0.015 4.00 160 0.015 5.00 105 0.020 5.00 160 0.020 6.00 105 0.024 6.00 160 0.024 Сталь 8.00 105 0.032 Сталь 8.00 160 0.032 HRC<25 10.00 105 0.038 HRC<25 10.00 160 0.038 12.00 105 0.046 12.00 160 0.046 16.00 105 0.054 16.00 160 0.054 20.00 105 0.066 20.00 160 0.066 P ≤3.00 75 0.010 P ≤3.00 110 0.010 4.00 75 0.015 4.00 110 0.015 5.00 75 0.020 5.00 110 0.020 6.00 75 0.024 6.00 110 0.024 Сталь Сталь 8.00 75 0.032 8.00 110 0.032 HRC=25-38 HRC=25-38 10.00 75 0.038 10.00 110 0.038 12.00 75 0.046 12.00 110 0.046 16.00 75 0.054 16.00 110 0.054 20.00 75 0.066 20.00 110 0.066 ≤3.00 40 0.010 ≤3.00 70 0.010 4.00 40 0.010 4.00 70 0.010 Сталь HRC=45, 5.00 40 0.014 5.00 70 0.014 нержавеющие Сталь HRC=45, 6.00 40 0.017 нержавеющие 6.00 70 0.017 M стали, 8.00 40 0.024 M 8.00 70 0.024 титановые стали 10.00 40 0.030 10.00 70 0.030 сплавы 12.00 40 0.036 12.00 70 0.036 16.00 40 0.045 16.00 70 0.045 20.00 40 0.057 20.00 70 0.057 ≤3.00 120 0.010 ≤3.00 130 0.010 4.00 120 0.015 4.00 130 0.015 5.00 120 0.020 5.00 130 0.020 6.00 120 0.024 6.00 130 0.024 Чугун, K серый чугун 8.00 120 0.032 K Чугун, 8.00 130 0.032 10.00 120 0.038 10.00 130 0.038 серый чугун 12.00 120 0.046 12.00 130 0.046 16.00 120 0.054 16.00 130 0.054 20.00 120 0.066 20.00 130 0.066 ≤3.00 220 0.010 ≤3.00 50 0.010 4.00 220 0.015 4.00 50 0.015 5.00 220 0.020 5.00 50 0.020 Алюминиевые 6.00 220 0.024 6.00 50 0.024 сплавы 8.00 220 0.032 Титановые 8.00 50 0.032 Si<=10% 10.00 220 0.038 сплавы 10.00 50 0.038 12.00 220 0.046 12.00 50 0.046 16.00 220 0.054 16.00 50 0.054 20.00 220 0.066 20.00 50 0.066 N ≤3.00 90 0.010 H ≤3.00 40 0.010 4.00 90 0.015 4.00 40 0.015 5.00 90 0.020 Сталь HRC=55, 5.00 40 0.020 6.00 90 0.024 высокотемпера- 6.00 40 0.024 Латунь, бронза 8.00 90 0.032 турные 8.00 40 0.032 10.00 90 0.038 сплавы никеля 10.00 40 0.038 12.00 90 0.046 12.00 40 0.046 16.00 90 0.054 16.00 40 0.054 20.00 90 0.066 20.00 40 0.066 В начале обработки рекомендуется сделать пробный проход при 85% Vcи 75% f относительно z значений, указанных в таблице, с постепенным увеличением скорости подачи до рекомендованных значений при устойчивой работе. Рекомендуется использовать динамически сбалансированные зажимные патроны высокой точности и жесткости. Если биение инструмента превышает 0,01 mm, рекомендуется произвести переналадку перед возобновлением обработки. Если ap=0.1xd,1 f=75% z от указанной в таблице, рекомендуется применять фрезерование по подаче. 236