Общий каталог RightWay - страница 227
Навигация
 Каталог R-Way инструмент из быстрорежущей стали
Каталог R-Way инструмент из быстрорежущей стали Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way свёрла и буры
Каталог R-Way свёрла и буры Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
- Страница 75
- Страница 76
- Страница 77
- Страница 78
- Страница 79
- Страница 80
- Страница 81
- Страница 82
- Страница 83
- Страница 84
- Страница 85
- Страница 86
- Страница 87
- Страница 88
- Страница 89
- Страница 90
- Страница 91
- Страница 92
- Страница 93
- Страница 94
- Страница 95
- Страница 96
- Страница 97
- Страница 98
- Страница 99
- Страница 100
- Страница 101
- Страница 102
- Страница 103
- Страница 104
- Страница 105
- Страница 106
- Страница 107
- Страница 108
- Страница 109
- Страница 110
- Страница 111
- Страница 112
- Страница 113
- Страница 114
- Страница 115
- Страница 116
- Страница 117
- Страница 118
- Страница 119
- Страница 120
- Страница 121
- Страница 122
- Страница 123
- Страница 124
- Страница 125
- Страница 126
- Страница 127
- Страница 128
- Страница 129
- Страница 130
- Страница 131
- Страница 132
- Страница 133
- Страница 134
- Страница 135
- Страница 136
- Страница 137
- Страница 138
- Страница 1
- Страница 2
- Страница 3
- Страница 4
- Страница 5
- Страница 6
- Страница 7
- Страница 8
- Страница 9
- Страница 10
- Страница 11
- Страница 12
- Страница 13
- Страница 14
- Страница 15
- Страница 16
- Страница 17
- Страница 18
- Страница 19
- Страница 20
- Страница 21
- Страница 22
- Страница 23
- Страница 24
- Страница 25
- Страница 26
- Страница 27
- Страница 28
- Страница 29
- Страница 30
- Страница 31
- Страница 32
- Страница 33
- Страница 34
- Страница 35
- Страница 36
- Страница 37
- Страница 38
- Страница 39
- Страница 40
- Страница 41
- Страница 42
- Страница 43
- Страница 44
- Страница 45
- Страница 46
- Страница 47
- Страница 48
- Страница 49
- Страница 50
- Страница 51
- Страница 52
- Страница 53
- Страница 54
- Страница 55
- Страница 56
- Страница 57
- Страница 58
- Страница 59
- Страница 60
- Страница 61
- Страница 62
- Страница 63
- Страница 64
- Страница 65
- Страница 66
- Страница 67
- Страница 68
- Страница 69
- Страница 70
- Страница 71
- Страница 72
- Страница 73
- Страница 74
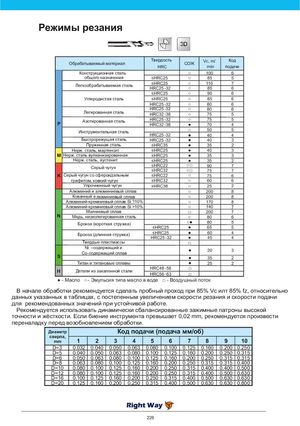
Режимы резания Твердость Vc, m/ Код Обрабатываемый материал СОЖ HRC min подачи Конструкционная сталь ○ 100 6 общего назначения ≤HRC25 ○ 85 5 Легкообрабатываемая сталь ≤HRC25 ○ 110 7 HRC25 -32 ○ 85 6 ≤HRC25 ○ 90 6 Углеродистая сталь ≤HRC25 ○ 85 6 HRC25 -32 ○ 80 6 HRC25 -32 ○ 80 6 Легированная сталь HRC32 - 38 ○ 75 5 Азотированная сталь HRC25 -32 ○ 75 5 P HRC32 -38 ● 70 4 Инструментальная сталь ○ 50 5 HRC25 -32 ● 40 4 Быстрорежущая сталь HRC25 -32 ● 40 3 Пружинная сталь ≤HRC35 ● 35 2 Нерж. сталь, мартенсит ≤HRC25 ● 40 3 M Нерж. сталь вулканизированная ≤HRC25 ● 35 3 Нерж. сталь, аустенит ≤HRC25 ● 35 2 Серый чугун ≤HRC22 ○□ 90 7 ≤HRC32 ○□ 75 7 K Серый чугун со сфероидальным ≤HRC22 ○ 75 6 графитом, ковкий чугун ≤HRC32 ○ 60 6 Упрочненный чугун ≤HRC38 ○ 25 2 Алюминий и алюминиевый сплав ○ 200 8 Кованный а люминиевый сплав ○ 200 8 Алюминий-кремниевый сплав Si ?10% ○ 170 8 Алюминий-кремниевый сплав Si >10% ○ 140 7 Магниевый сплав □ 200 7 N Медь, низколегированная сталь ○ 80 6 Бронза (короткая стружка) ○● 80 5 ≤HRC25 ● 65 5 Бронза (длинная стружка) ≤HRC25 ● 60 4 HRC25 -32 ● 45 4 Твердые пластмассы □ Ni –содержащий и ● 20 3 Co-содержащий сплав S ● 35 2 Титан и титановые сплавы ● 25 2 HRC48 -56 □ H Детали из закаленной стали HRC56 - 63 □ ● - Масло ○- Эмульсия типа масло в воде □ - Воздушный поток В начале обработки рекомендуется сделать пробный проход при 85% Vc илт 85% fz, относительно данных указанных в таблицах, с постепенным увеличением скорости резания и скорости подачи для рекомендованных значений при устойчивой работе. Рекомендуется использовать динамически сбалансированные зажимные патроны высокой точности и жёсткости. Если биение инструмента превышает 0,02 mm, рекомендуется произвести переналадку перед возобновлением обработки. Диаметр Код подачи (подача мм/об) сверла, mm 1 2 3 4 5 6 7 8 9 10 D=3 0.032 0.040 0.050 0.063 0.080 0.100 0.125 0.160 0.200 0.250 D=5 0.040 0.050 0.063 0.080 0.100 0.125 0.160 0.200 0.250 0.315 D=6 0.050 0.063 0.080 0.100 0.125 0.160 0.200 0.250 0.315 0.315 D=8 0.063 0.080 0.100 0.125 0.160 0.200 0.250 0.315 0.315 0.400 D=10 0.080 0.100 0.125 0.160 0.200 0.250 0.315 0.400 0.400 0.500 D=12 0.080 0.100 0.125 0.160 0.200 0.250 0.315 0.400 0.500 0.630 D=16 0.100 0.125 0.160 0.200 0.250 0.315 0.400 0.500 0.630 0.630 D=20 0.125 0.160 0.200 0.250 0.315 0.400 0.500 0.630 0.630 0.800 226