Общий каталог Mitsubishi 2020 - 2021 - страница 954
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 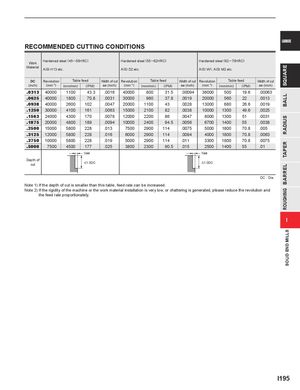
CARBIDE
RECOMMENDED CUTTING CONDITIONS
Hardened steel (45─ 55HRC) Hardened steel (55─62HRC) Hardened steel (62─70HRC)
Work
Material
SQUARE
AISI H13 etc. AISI D2 etc. AISI W1, AISI M2 etc.
DC Revolution Table feed Width of cut Revolution Table feed Width of cut Revolution Table feed Width of cut
(inch) (min-1) (mm/min) (IPM) ae (inch) (min-1) (mm/min) (IPM) ae (inch) (min-1) (mm/min) (IPM) ae (inch)
.0313 40000 1100 43.3 .0016 40000 800 31.5 .00094 36000 500 19.6 .00063
BALL
.0625 40000 1800 70.8 .0031 30000 960 37.8 .0019 20000 560 22 .0013
.0938 40000 2600 102 .0047 20000 1100 43 .0028 13000 680 26.6 .0019
.1250 30000 4100 161 .0063 15000 2100 82 .0038 10000 1300 49.6 .0025
.1563 24000 4300 170 .0078 12000 2200 86 .0047 8000 1300 51 .0031
RADIUS
.1875 20000 4800 189 .0094 10000 2400 94.5 .0056 6700 1400 55 .0038
.2500 15000 5800 228 .013 7500 2900 114 .0075 5000 1800 70.8 .005
.3125 12000 5800 228 .016 6000 2900 114 .0094 4000 1800 70.8 .0063
.3750 10000 5800 228 .019 5000 2900 114 .011 3300 1800 70.8 .0075
TAPER
.5000 7500 4500 177 .025 3800 2300 90.5 .015 2500 1400 55 .01