Каталог Mitsubishi Materials расточной инструмент - страница 1
Навигация
 Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент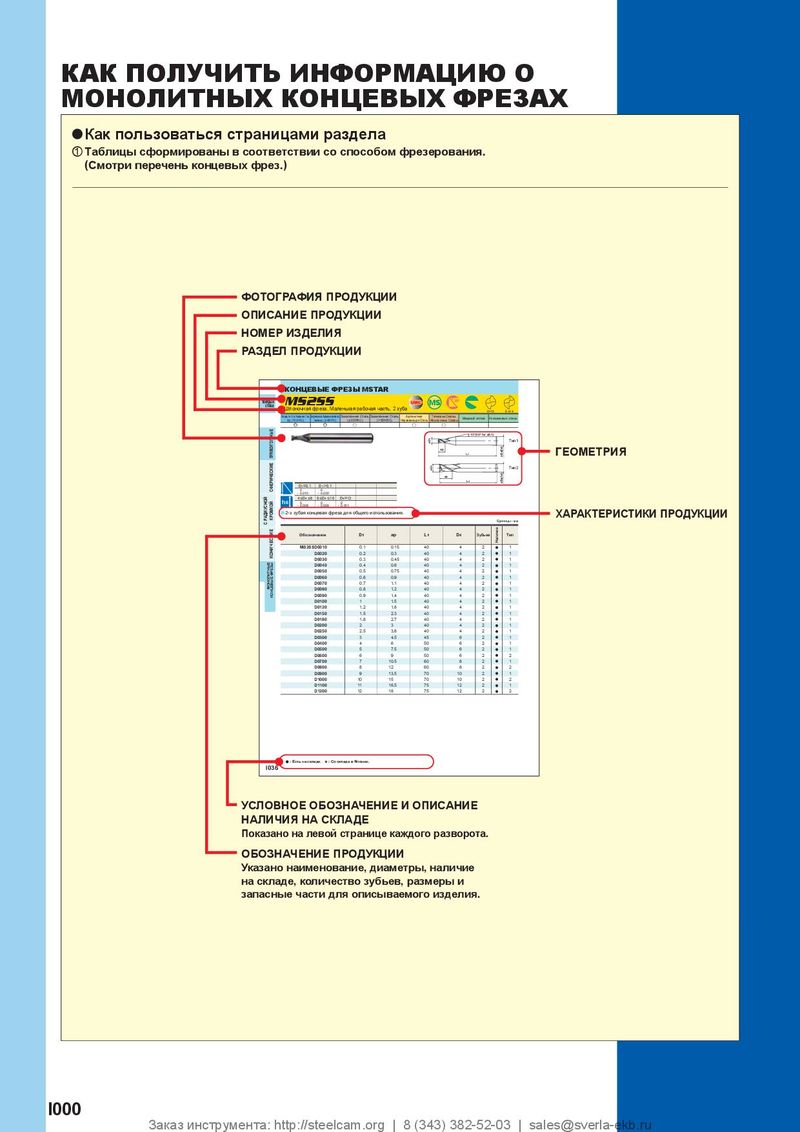 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы
КАК ПОЛУЧИТЬ ИНФОРМАЦИЮ О РАСТОЧНЫХ ДЕРЖАВКАХ a Как пользоваться страницами раздела zТаблицы сформированы в соответствии с производимым рядом. ( Смотри оглавление на следующей странице. ) ПРИМЕНЕНИЕ ИНСТРУМЕНТА Иллюстрации и направления, описывающие ТИП РАСТОЧНОЙ ДЕРЖАВКИ доступные виды механической обработки Указаны заглавные буквы наименования, вместе с углами наклона режущей кромки. а также применяемые типы пластин. ГЕОМЕТРИЯ НАИМЕНОВАНИЕ СЕРИИ ПРОДУКЦИИ СТРУЖКОЛОМ В СООТВЕТСТВИИ С ХАРАКТЕРИСТИКИ РАЗДЕЛ ПРОДУКЦИИ ПРОДУКЦИИ ПРИМЕНЯЕМЫМ ВИДОМ ОБРАБОТКИ РАСТОЧНОЙ ИНСТРУМЕНТ a Великолепная виброустойчивость за счет облегченной рабочей части с канавкой. a Наличие двух каналов для отвода стружки улучшает стружкодробление. DIMPLE BAR a Нанесенная лазером шкала на боку державки облегчает ее установку (Стальная державка). a Отношение l/d от 3 до 5 (Если используется твердосплавная державка - от 7 до 8). С отверстием для Финишная Чистовая Получистовая С отверстием для Финишная Финишная Чистовая Чистовая FSTUP смазочно-охлаждающей жидкости Пластины TP oo FV SV MV FSDUC смазочно-охлаждающей жидкости Пластины DC oo FP FM LP LM ( 08,09 ) ( 08,09,11,16 ) ( 08,09,11,16 ) ( 07,11 ) ( 07,11 ) ( 07,11 ) ( 07,11 ) PCD CBN Получистовая Получистовая PCD CBN R/L-F 93° MP MM R/L-F Показана правая державка. ( 08,09,11 ) ( 08,09,11,16 ) Показана правая державка. ( 07,11 ) ( 07,11 ) ( 07,11 ) ( 07,11 ) * * Обозначение Наличие Обозначение Размеры ( мм ) диаметр Мин. Угловой Рекомендуемое пластины обработки радиус отношение R L D4 L1 L2 F1 H1 RR° D1 Re l/d Обозначение Наличие Обозначение Размеры ( мм ) диаметр Мин. Угловой Рекомендуемое Крепёжный пластины обработки радиус отношение винт Ключ R L D4 L1 L2 F1 F2 H1 RR° D1 Re l/d Крепёжный винт Ключ FSTUP1008R/L-08A a a 0802 oo 8 125 18 5 7.2 10 10 0.4 3 TS2D TKY06F FSDUC1410R/L-07A a a DCMT 1210R/L-09A a a DCET 0702 oo 10 150 18 8.3 3.3 9 7.5 14 0.4 3.5 TS25 TKY08F TPGH 0902 oo 10 150 22.5 6 9 8 12 0.4 3.5 TS25D TKY08F 1612R/L-07A a a DCGT 0702 oo 12 150 20 9.3 3.3 11 6 16 0.4 4 TS25 TKY08F РАСТАЧИВАНИЕ 1412R/L-09A a a TPMH 2016R/L-07A a a NP-DCMT NP-TPGB 0902 oo 12 150 27 7 11 7 14 0.4 4 TS25D TKY08F NP-DCGW 0702 oo 16 180 20 11.3 3.3 15 5 20 0.4 5 TS25 TKY08F РАСТАЧИВАНИЕ 1816R/L-11A a a NP-TPMB 1103 oo 16 180 36 9 15 4 18 0.4 5 TS31D TKY10F 3220R/L-11A a a BF-DCGT 11T3 oo 20 180 22.5 16.1 6.1 19 5 32 0.8 5 TS43 TKY15F 2220R/L-11A a a NP-TPMH 1103 oo 20 220 45 11 19 0 22 0.4 5 TS31D TKY10F * Момент затяжки ( N • м ) : TS25=1.0, TS43=3.5 3225R/L-16A a a 1603 oo 25 270 56.3 16 23.4 0 32 0.8 5 TS4D TKY15F * Момент затяжки ( N • м ) : TS2D=0.6, TS25D=1.0, TS31D=2.5, TS4D=3.5 Твердосплавный хвостовик с отверстием Финишная Финишная Чистовая Чистовая FSDUC для смазочно-охлаждающей жидкости Пластины DC oo Твердосплавный хвостовик с отверстием Финишная Чистовая Получистовая - E FP FM LP LM FSTUP для смазочно-охлаждающей жидкости Пластины TP oo SV MV - E FV ( 07,11 ) ( 07,11 ) ( 07,11 ) ( 07,11 ) Получистовая Получистовая PCD CBN ( 08,09 ) ( 08,09,11 ) ( 08,09,11 ) MP MM R/L-F PCD CBN R/L-F Показана правая державка. ( 07,11 ) ( 07,11 ) ( 07,11 ) ( 07,11 ) Показана правая державка. ( 08,09,11 ) ( 08,09,11 ) * Обозначение Наличие Обозначение Разм еры ( мм ) диаметр Мин. Угловой * пластины обработки радиус Рекомендуемое отношение Обозначение Наличие Обозначение Разм еры ( мм ) диаметр Мин. Угловой R L D4 L1 L2 F1 F2 H1 RR° D 1 Re l/d Крепёжный пластины обработки радиус Рекомендуемое отношение винт Ключ R L D4 L1 L2 F1 H1 RR° D1 Re l/d Крепёжный винт Ключ FSDUC1410R/L-07E s s DCMT DCET 0702 oo 10 160 16.0 8.3 3.3 9 7.5 14 0.4 7.5 TS25 TKY08F FSTUP 1008R/L-08E a a 0802 oo 8 140 13.8 5 7.2 10 10 0.4 7 TS2D TKY06F 1612R/L-07E s s DCGT 0702 oo 12 180 17.8 9.3 3.3 11 6.0 16 0.4 8 TS25 TKY08F 1008R-08E-2/3 a 0802 oo 8 90 13.8 5 7.2 10 10 0.4 7 TS2D TKY06F 2016R/L-07E s s NP-DCMT NP-DCGW 0702 oo 16 220 21.8 11.3 3.3 15 5.0 20 0.4 8 TS25 TKY08F 1008R-08E-1/2 a 0802 oo 8 70 13.8 5 7.2 10 10 0.4 7 TS2D TKY06F 3220R/L-11E s s BF-DCGT 11T3 oo 20 250 24.0 16.1 6.1 19 5.0 32 0.8 8 TS43 TKY15F 1210R/L-09E a a 0902 oo 10 160 16.0 6 9 8 12 0.4 7.5 TS25D TKY08F * Момент затяжки ( N • м ) : TS25=1.0, TS43=3.5 1210R-09E-2/3 a 0902 oo 10 105 16.0 6 9 8 12 0.4 7.5 TS25D TKY08F 1210R-09E-1/2 a 0902 oo 10 80 16.0 6 9 8 12 0.4 7.5 TS25D TKY08F 1412R/L-09E a a TPGH TPMH 0902 oo 12 180 17.8 7 11 7 14 0.4 8 TS25D TKY08F 1412R-09E-2/3 a NP-TPGB 0902 oo 12 120 17.8 7 11 7 14 0.4 8 TS25D TKY08F 1412R-09E-1/2 a NP-TPMB NP-TPMH 0902 oo 12 90 17.8 7 11 7 14 0.4 8 TS25D TKY08F 1816R/L-11E a a 1103 oo 16 220 21.8 9 15 4 18 0.4 8 TS31D TKY10F 1816R-11E-2/3 a 1103 oo 16 145 21.8 9 15 4 18 0.4 8 TS31D TKY10F 1816R-11E-1/2 a 1103 oo 16 110 21.8 9 15 4 18 0.4 8 TS31D TKY10F 2220R/L-11E a a 1103 oo 20 250 24.0 11 19 0 22 0.4 8 TS31D TKY10F 2220R-11E-2/3 a 1103 oo 20 165 24.0 11 19 0 22 0.4 8 TS31D TKY10F 2220R-11E-1/2 a 1103 oo 20 125 24.0 11 19 0 22 0.4 8 TS31D TKY10F * Момент затяжки ( N • м ) : TS2D=0.6, TS25D=1.0, TS31D=2.5 ( Примечание 1 ) Изображения пластин, буквы обозначают вид стружколома, цифры обозначают размеры пластин. ( Примечание 2 ) Когда используются сменные пластины с правым или левым стружколомами, пожалуйста используйте левые пластины для правых державок и правые пластины для левых державок. РЕЖИМЫ РЕЗАНИЯ E013 a : Есть на складе. s : Со склада в Японии. Пластины типа TP oo A147, A148 Пластины типа DC oo A134 ─ A138 ЗАПАСНЫЕ ЧАСТИ M001 E008 CBN и PCD пластины B040, B054 CBN и PCD пластины B037, B038, B052 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 E009 УСЛОВНОЕ ОБОЗНАЧЕНИЕ И ССЫЛКИ НА СТРАНИЦЫ ССЫЛКИ НА СТРАНИЦЫ ОПИСАНИЕ НАЛИЧИЯ НА СКЛАДЕ ПРИМЕНЯЕМЫХ ПЛАСТИН ▪ ЗАПАСНЫЕ ЧАСТИ Показано на левой странице Указывает на страницы с ▪ ТЕХНИЧЕСКИЕ ДАННЫЕ каждого разворота. подробным описанием пластин, Показано на правой странице применяемых с данной продукцией. каждого разворота. ОБОЗНАЧЕНИЕ ПРОДУКЦИИ Указано наименование, наличие на складе ( для прав ог о / л ев ог о типа ) , применяемые пластины, размеры, минимальные обрабатываемые диаметры, рекомендуемые отношения l/d и запасные части. МИНИМАЛЬНЫЙ ДИАМЕТР ОБРАБОТКИ закодирован цветом, позволяющий Вам быстро найти максимальный / минимальный обрабатываемые диаметры для внутренней обработки. E000 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru