Общий каталог Mitsubishi 2020 - 2021 - страница 1175
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 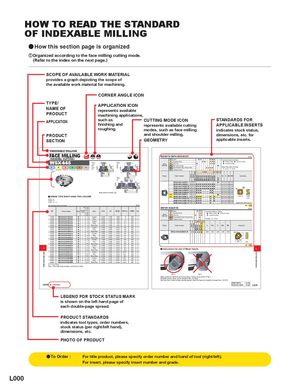
INDEXABLE MILLING
Number of Teeth
LCCB
APMX
L8
CBDP
LF
LCCB
LCCB
L8APMXL8
CBDPCBDPAPMX
LFLF
ClassClass
HandHoning
Edge PreparationMC5020
MC5020MP6120
MP6120VP15TF
MP6130 MP7130MX3020
MP7140
MP9120
MP9130
VP15TF
VP20RT
MX3030
TF15
L
INDEXABLE MILLING
HOW TO READ THE STANDARD
OF INDEXABLE MILLING
aHow this section page is organized
zOrganized according to the face milling cutting mode.
(Refer to the index on the next page.)
SCOPE OF AVAILABLE WORK MATERIAL
provides a graph depicting the scope of
the available work material for machining.
CORNER ANGLE ICON
TYPE/NAME OFPRODUCT APPLICATION ICONrepresents availablemachining applications,
APPLICATION such as CUTTING MODE ICON STANDARDS FORfinishing andrepresents available cuttingAPPLICABLE INSERTS
roughing. modes, such as face milling indicates stock status,
PRODUCT and shoulder milling. dimensions, etc. for
SECTION GEOMETRY applicable inserts.
INDEXABLE MILLING
FACE MILLING 45°KAPR INSERTS WITH BREAKER (inch)